
Laser welding has become one of the most critical technologies in modern manufacturing. From new energy vehicles and battery production to electronics, aerospace, and other high-tech industries, it plays an essential role in achieving strong, precise, and efficient joints.At the heart of every laser welding system is the laser source itself. The type of laser you choose directly determines the welding quality, depth, speed, and long-term reliability of the process. Selecting the right laser is therefore not just a technical decision, but a strategic investment in manufacturing performance and productivity.
laser welding
Common Industrial Lasers and Their Characteristics
In industrial laser welding, different types of lasers offer unique combinations of wavelength, beam quality, and energy efficiency. Understanding these characteristics is essential when choosing the right laser source, since the laser generator directly determines welding penetration, stability, and efficiency.
-
CO₂ Laser: A gas laser that operates at 10.6 μm. It can deliver medium to high power and provides reasonable beam quality, but suffers from low electro-optical conversion efficiency (around 10%). It is better suited for thicker materials where high penetration is required.
-
Fiber Laser: Based on ytterbium-doped quartz fibers, fiber lasers operate at 1.075 μm. They offer high power, excellent beam quality, and high conversion efficiency (25–35%). This combination makes them the mainstream choice for welding stainless steel, aluminum, titanium, and copper.
-
YAG Laser: A solid-state laser with a wavelength of 1.064 μm. It provides medium power and beam quality with lower efficiency (5–25%). While not as widely used today, it still has niche applications in precision welding.
-
Disk Laser: Uses Yb:YAG as the active medium and operates at 1.030 μm. Similar to fiber lasers, disk lasers achieve high power and high beam quality with good efficiency (25–35%), making them suitable for high-precision and demanding welding tasks.
-
Diode Laser: A semiconductor-based laser source with a wavelength range of 0.9–1.07 μm. It has the highest conversion efficiency (up to 45%), but relatively low beam quality. As a result, diode lasers are often applied in surface treatment, cladding, or brazing rather than deep-penetration welding.
The table below summarizes the key performance indicators of these commonly used industrial lasers:
| Laser type | Gain Medium | Wavelength (μm) | Power | Beam Quality | Electro-Optical Efficiency |
| CO₂ | Gas (CO₂, He, N₂) | 10.6 | Medium/High | High/Medium | Low (~10%) |
| Fiber | Solid-State (Yb-Doped Silica Fiber) | 1.075 | High | High | High (25–35%) |
| YAG | Solid-State (Nd:YAG) | 1.064 | Medium | Medium | Low/Medium (5–25%) |
| Disk | Solid-State (Yb:YAG) | 1.03 | High | High | High (25–35%) |
| Diode | Solid-State (Semiconductor Diode) | 0.9–1.07 | High | Low | Very High (~45%) |
Choosing the Right Welding Power
Laser output power is one of the most important criteria when selecting a laser source for welding. In practical applications, the actual operating power should not exceed 90% of the maximum rated output. Running a laser continuously at high load reduces the lifetime of the laser module, gradually degrades beam quality, and compromises process stability. As a result, defects such as porosity, undercut, lack of fusion, and excessive spatter become more likely.
The required laser power depends on several factors, including the base material type, thickness, and surface condition. Therefore, welding feasibility tests should always be carried out in the early stages to establish an appropriate process window.
For metals with low laser absorption or high thermal conductivity (such as aluminum, copper, and titanium), higher laser power is needed compared with carbon steel or stainless steel to achieve the same penetration depth and welding speed.
For the same material, higher penetration depth always requires greater welding power.
Surface conditions play a significant role. Coating type, coating thickness, or surface contamination affect the absorption of laser energy during the initial phase of welding. This may require higher initial laser power or additional treatments such as dual-spot preheating, ramped laser parameter settings (e.g., power spikes), or laser cleaning.
Since product variations, material thickness, and surface conditions often change in real production, choosing a laser source with a higher power rating provides greater flexibility. It is recommended to select a laser with around 20% extra power reserve beyond the required process window to ensure long-term adaptability and stable performance.
Laser Wavelength
Laser wavelength directly determines the material surface’s absorption rate of laser energy and indirectly affects beam quality (BPP). For most metals, absorption is generally highest in the ultraviolet (UV) band and relatively low in the infrared (IR) band (see the figure below). Therefore, using solid-state lasers (such as fiber lasers and disk lasers) generally achieves better absorption, reducing the required laser power. CO₂ lasers still offer advantages when welding thick plates (approximately 6–8 mm).
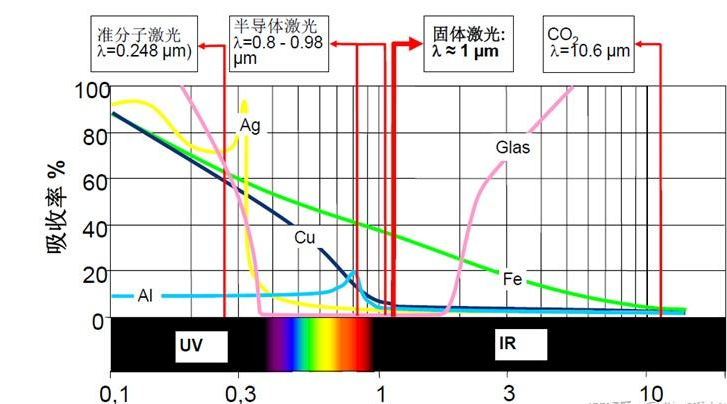
UV IR Drawing
For highly reflective metals like copper, their absorption rate in the green wavelength band is significantly higher than that of traditional red lasers. This enables green lasers to achieve high-speed, stable welding at lower power, making them particularly suitable for precision applications sensitive to heat input.
Common structural materials such as carbon steel, alloy steel, and stainless steel maintain high absorption rates in the infrared band, making them widely suitable for efficient welding using gas lasers or fiber lasers.
Matching Laser Output Core Diameter
The laser output core diameter directly affects the beam parameter product (BPP). A smaller core diameter results in higher beam quality, enabling the use of thinner delivery fibers, smaller spot sizes, and greater depth of focus. This ultimately ensures a more stable welding process and improved weld quality. Since different brands and types of lasers offer varying core diameters, selection is usually based on the required minimum spot size.
However, it should be noted that the smaller the core diameter, the higher the manufacturing cost of the laser, as well as the integration cost of the beam delivery system. In principle, the chosen core diameter only needs to meet the application requirements.
Laser Response Time
Laser response time refers to the accuracy and consistency with which the laser output power can rapidly rise or fall to the target absolute (or relative) power level within a specified period—typically on the millisecond or microsecond scale. This parameter is especially critical in the following scenarios:
Pulsed laser welding – to ensure precise peak power delivery and stable duty cycle.
Ramp power output – to guarantee effective ramping performance for smooth process initiation.
Swing (oscillating) laser welding – to maintain proper overlap of weld tracks without causing burn-through.
Cooling System (Chiller)
An appropriate water chiller is essential to prevent the laser generation module and optical path components from operating under high temperatures. This ensures stable laser output performance and consistent beam quality. Some laser manufacturers, such as TRUMPF and IPG, provide dedicated chillers along with their lasers, while others, such as ROFIN, may not. In such cases, proper chiller selection is required.
The chiller must fully meet the operational requirements of the laser source, with key considerations including:
Cooling water flow rate – must be equal to or greater than the minimum flow required by the laser.
Cooling water temperature – must stay within the laser’s operating range. Higher water temperatures can cause a drop in laser output power.
Water hardness – must comply with the laser’s specification. Excessive hardness not only reduces cooling efficiency but also leads to scaling, which can severely damage optical components.
Water deionization level – must meet the required conductivity standards. Failure to do so can result in chemical corrosion of internal laser components and optics. For CO₂ lasers, this may even cause internal leakage in the resonator.
Dew point control – condensation on optical components must be avoided. Otherwise, it can lead to corrosion or even focal point burn damage during operation.
Final Thoughts – Making the Right Choice
Selecting the right laser source is about more than just technical specifications. It is the foundation of stable welding performance, long-term reliability, and productivity in real-world manufacturing. From output power and wavelength to core diameter, response time, and cooling systems, every parameter directly shapes weld quality and efficiency.
At ZS Laser, we don’t just provide equipment—we configure the right laser source tailored to your welding applications and workpieces. Whether you are welding batteries, precision components, or structural metals, our expertise ensures you receive the most suitable solution for your process.
Choose ZS Laser, and take the next step toward smarter, more reliable, and more competitive laser welding.

WhatsApp
Scan the QR Code to start a WhatsApp chat with us.