
Laser welding is one of the most advanced joining technologies in modern manufacturing. It is widely used in industries such as automotive, metal fabrication, electronics, and precision engineering due to its high efficiency, precision, and automation potential.
In this article, we will explain how a laser welding system works, and more importantly, how to optimize key parameters to achieve the best welding results.
1.Components of a Laser Welding System
A typical laser welding system consists of the following core components:
Laser source
Optical fiber transmission
Collimation and focusing head (or galvanometer system)
The laser beam transmitted through the optical fiber is naturally divergent. To make it usable for welding:
A collimating lens converts the divergent beam into parallel light
A focusing lens then concentrates the beam into a very small spot
This process is similar to a magnifying glass focusing sunlight, where energy becomes highly concentrated at a single point, enabling metal to melt and fuse.
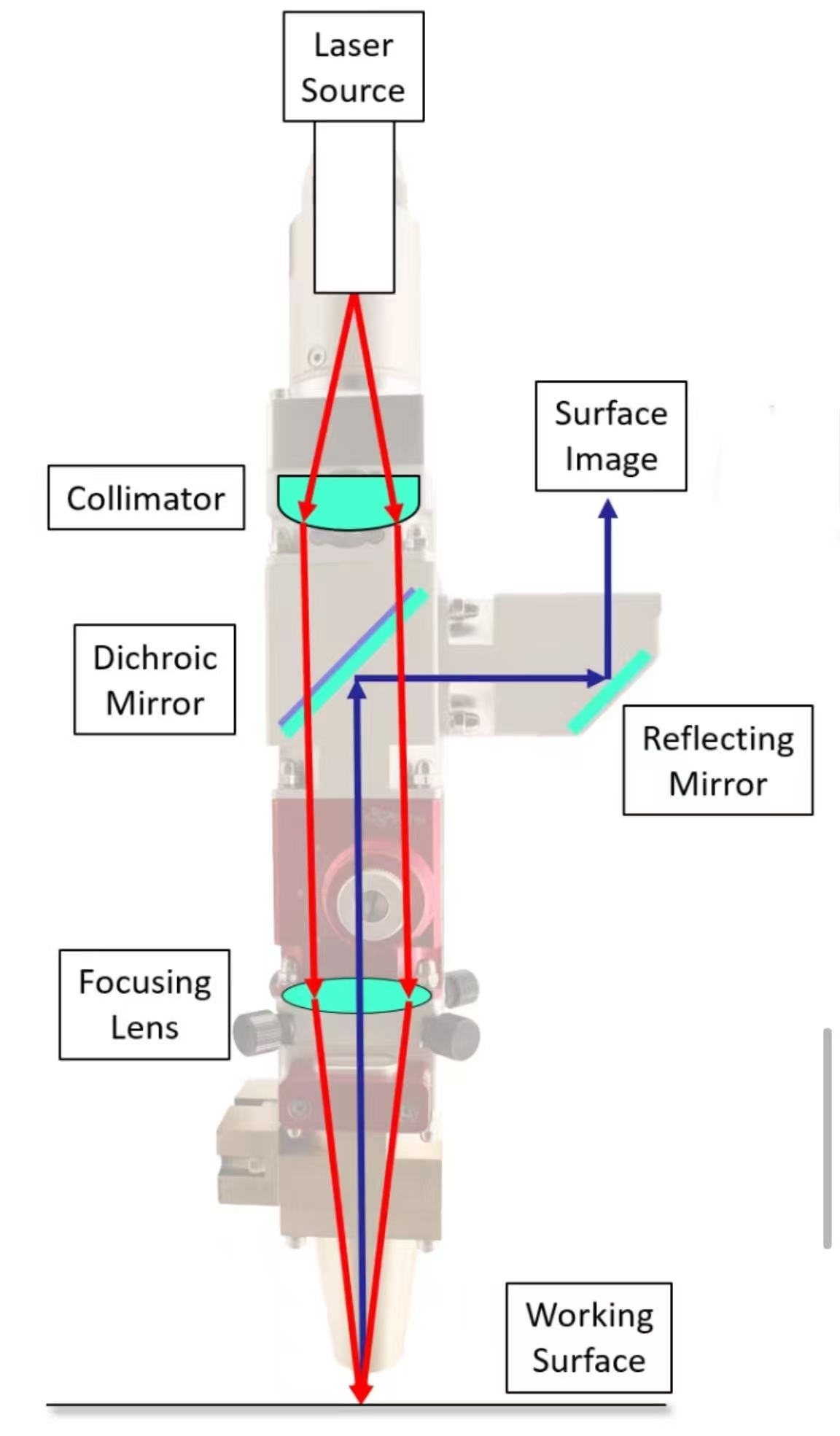
Laser welding diagram
2.Key Process Parameters in Laser Welding
Laser welding is essentially an energy conversion process, where laser energy is absorbed by the material and transformed into heat.
The final weld quality depends heavily on several critical parameters:
Welding speed
Laser power
Defocus distance
Shielding gas
Understanding and balancing these parameters is essential for achieving stable and high-quality welds.
3.Welding Speed: The First Parameter to Determine
Before adjusting any parameter, welding speed should be defined first.Because in real production:Customers may have cycle time requirements, output (capacity) targets and roduction lines need consistent rhythm
So the correct approach is:
Start from required production efficiency
Calculate the target welding speed
Then fine-tune other parameters accordingly
What happens if speed is too fast?
If the welding speed is too high, the laser energy input becomes insufficient, leading to poor fusion.
Typical result:
V-shaped weld appearance
Incomplete penetration

Welding speed too fast welding characteristics
4.Laser Power: Controlling Energy Input
Laser power determines how much energy is delivered to the material.
In practice, power is often controlled through waveform settings, making it a dynamic parameter rather than a fixed value.
Key insights:
Different materials require different energy input
Thickness and joint type affect power settings
Waveform changes directly influence energy per unit area
Metallurgical perspective:
For straight seam welding:
Insufficient energy → shallow penetration, narrow weld
Excessive energy → excessive melting, possible defects
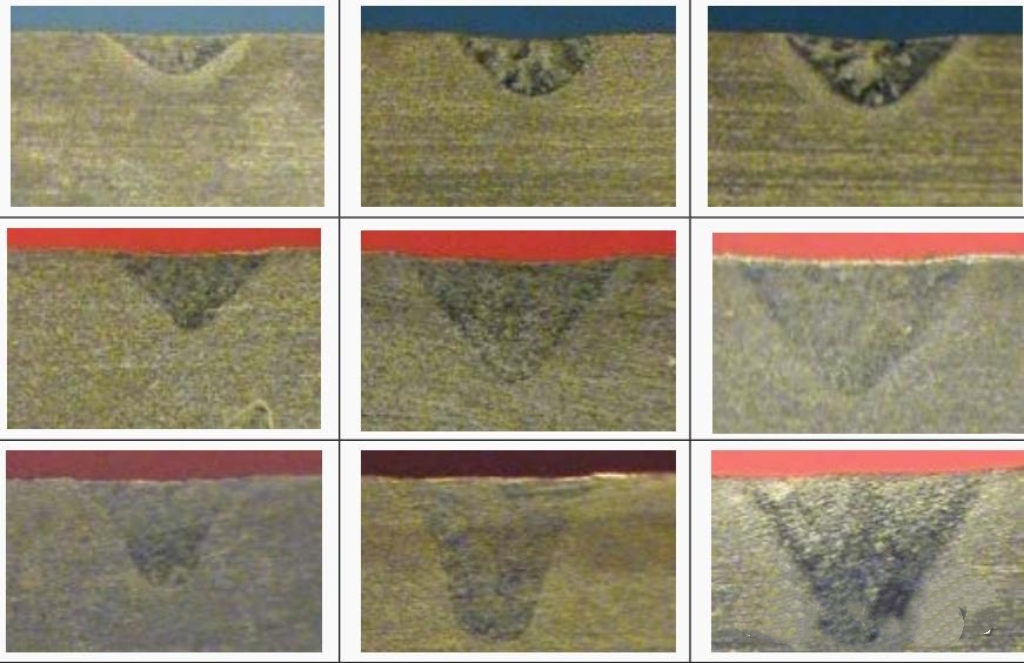
Metallographic images of laser welding penetration depth at different power levels
What happens if power is too low?
Intermittent welding (lack of continuity)
Weak bonding
Only surface melting
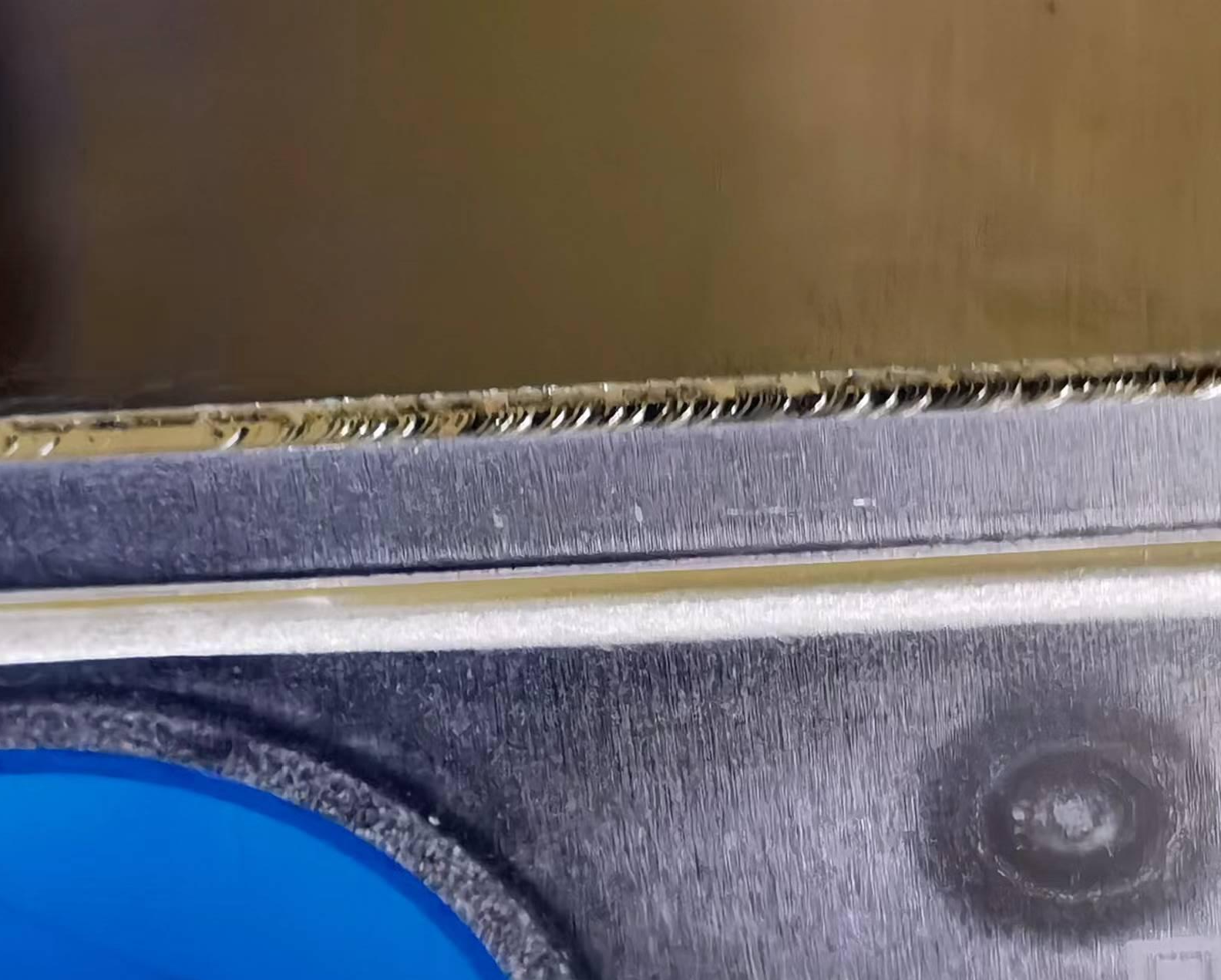
Weld with insufficient energy
5.Defocus Distance: A Critical but Often Overlooked Factor
The laser beam does not have uniform energy at all positions.The focal point has:
Highest energy density
Smallest spot size
This makes focus position extremely critical.
Key takeaway:
All parameter adjustments only make sense after the focal position is correctly set.Finding the correct focus is:Essential,experience-dependent and a key technical skill.
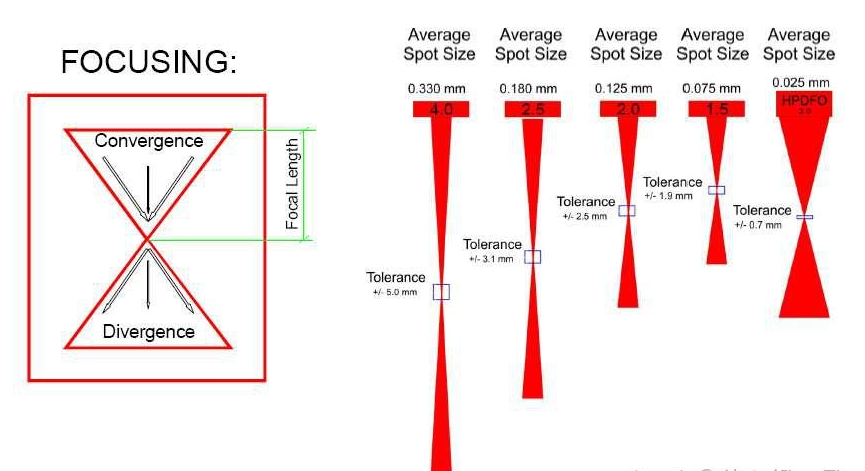
Schematic diagram of laser welding focus
6.Shielding Gas: Protecting the Weld Pool
During laser welding, metal undergoes:Melting,vaporization and high-temperature reactions.
At high temperatures, molten metal reacts easily with oxygen,causing:Heavy spatter,oxidation and rough weld surface.
In this situation,shielding gas can create a localized oxygen-free environment around the weld pool.
Common gases:
Nitrogen (cost-effective, widely used in production lines)
Argon (commonly used in labs and high-quality welding)
Helium (for special applications)
Important adjustments:
Too much gas → blows away molten pool
Too little gas → insufficient protection
Gas flow must be optimized based on real working conditions.
[Image Placement Suggestion]
Comparison image: with shielding gas vs without shielding gas
7.Practical Approach to Parameter Optimization
In real-world applications, laser welding is not just about machine settings—it’s about process experience.
A recommended workflow:
Confirm production requirements (speed/output)
Set welding speed
Adjust power and waveform
Optimize focus position
Fine-tune shielding gas
Laser welding is a highly efficient and precise process, but achieving optimal results depends on a deep understanding of:
Energy control
Parameter interaction
Real production requirements
With the right setup and experience, laser welding can deliver:
Strong, clean welds
High productivity
Excellent consistency
Call to Action
If you are looking for a reliable laser welding solution or need help optimizing your welding process, feel free to contact ZS Laser.
We provide not only machines, but also professional application support and process guidance to help you achieve the best results.

WhatsApp
Scan the QR Code to start a WhatsApp chat with us.