
Laser welding is widely used in lithium battery manufacturing, especially for welding battery tabs (electrodes). Compared with traditional welding methods, laser welding provides higher precision, lower heat input, and more stable welding quality.
In this article, we will introduce the recommended parameter settings for welding lithium battery tabs using a laser welding machine. (This mainly concerns the parameter settings for the Lithium Battery Laser Welding Machine produced by our factory.)With proper parameter configuration and flexible adjustment based on material thickness, stable and reliable welding results can be achieved.
Below are the key parameter settings used in the welding process.
Main Parameter Settings
The following parameters are configured on the main parameter page of the laser welding system.
Laser Power
Laser power should be adjusted according to the thickness of the battery tab material.
Thicker materials require higher laser power, while thinner tabs require lower power to avoid burn-through or excessive heat input.
Operators should start with a moderate power level and then fine-tune based on the actual welding results.
PWM Frequency
PWM Fre: set to 3000 Hz
This frequency provides a stable laser pulse output suitable for lithium battery tab welding.
PWM Ratio
PWM Ratio: set to 100%
Setting the PWM ratio to 100% allows the laser to output maximum pulse energy, which helps achieve stable penetration during welding.
Advance Open Time
Adv Open Time: set to 200 ms
Delay Close Time
Del Clos Time: set to 200 ms
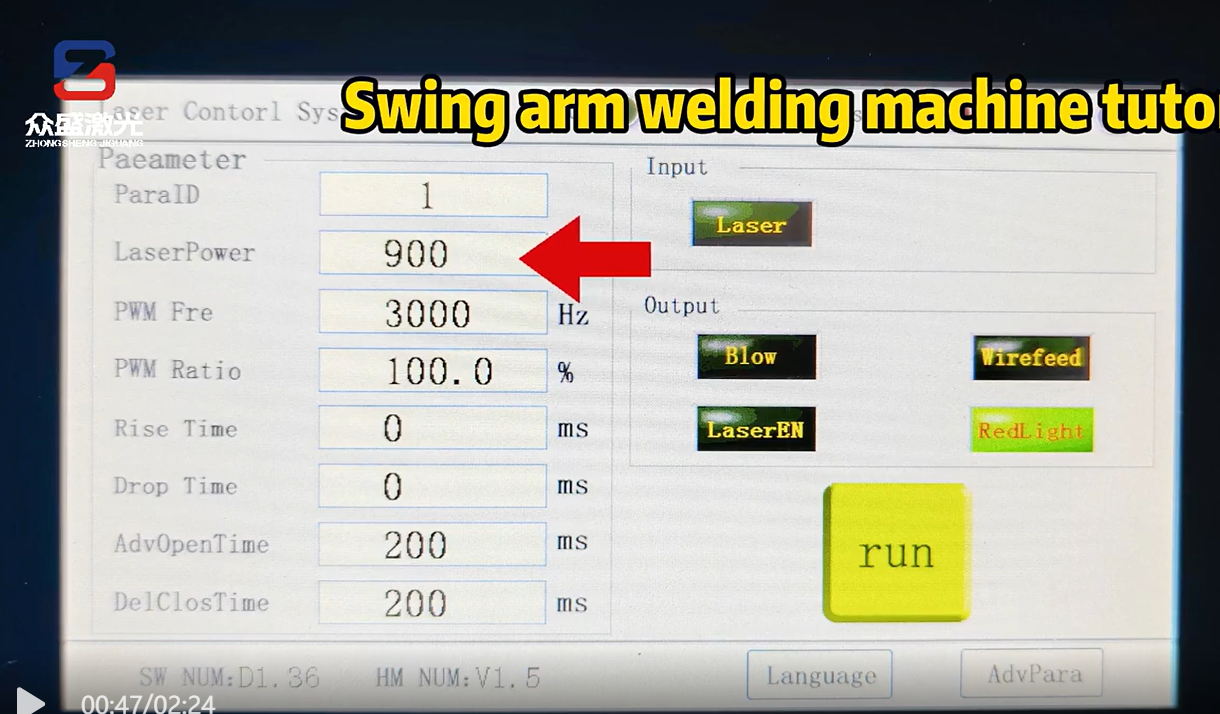
Parameter adjustment diagram of lithium battery laser welding machine
Advanced Parameter Settings
Additional parameters can be configured on the Advanced Settings Page.These settings control the motion and welding cycle of the process.
Welding Speed
Speed: set to 2 r/s
This value represents the rotation speed during welding.
A speed of 2 rotations per second provides a balanced combination of welding efficiency and weld quality for lithium battery tab welding.
Number of Out Stops
Number of Out Stops: determines the number of welding circles.
This parameter controls how many times the welding path repeats around the tab.
For most lithium battery tab welding applications, 1 circle is sufficient.If the weld does not achieve full penetration, the operator can increase the number of circles accordingly.
Welding Time
Welding Time: this value does not need manual adjustment.
It is automatically generated by the system based on the welding speed and the number of circles.
Angle
Angle: set to 0
For standard lithium battery tab welding, no rotation angle adjustment is required.
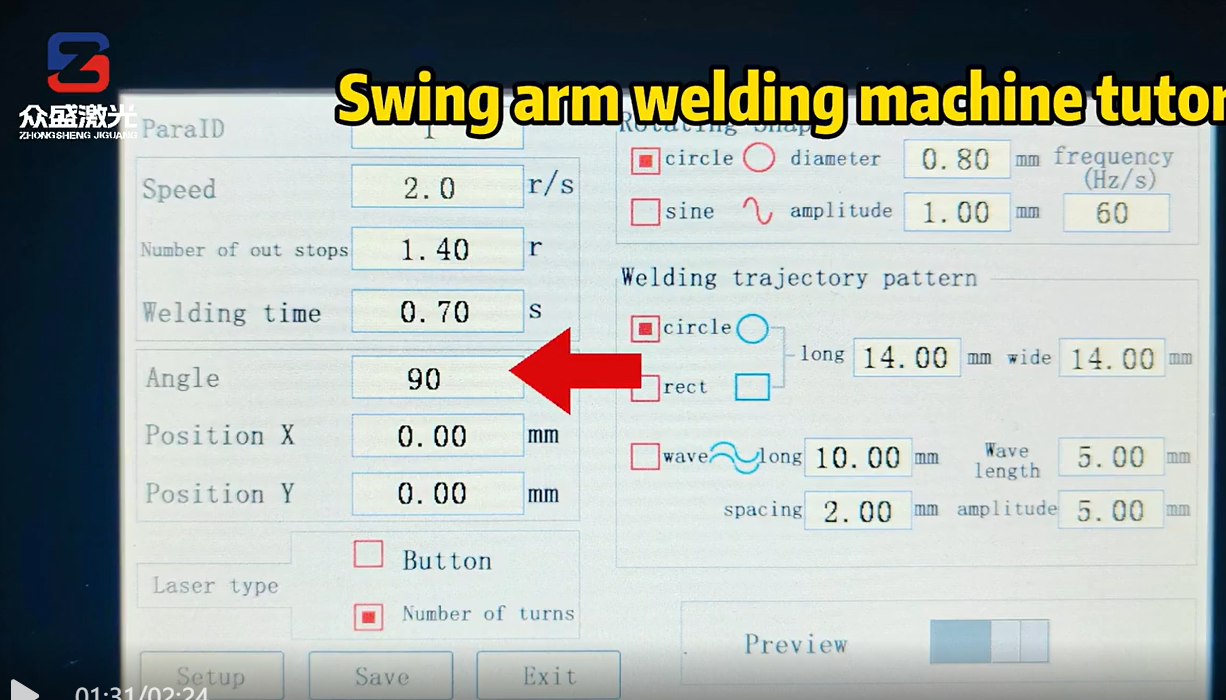
Parameter adjustment diagram of lithium battery laser welding machine (2)
Tips for Parameter Adjustment
Although the above settings work well for many lithium battery tab welding applications, the optimal parameters may vary depending on:
Material thickness
Material type (nickel, aluminum, copper, etc.)
Tab structure
Required weld strength
Operators can fine-tune laser power or welding circles to achieve the best welding result.
By using the parameter settings described above and making flexible adjustments based on the material conditions, the laser welding machine can achieve stable and reliable welding of lithium battery tabs.
When properly configured, laser welding offers:
High welding precision
Strong and consistent weld seams
Minimal thermal deformation
High production efficiency
With correct parameter setup and proper operation, lithium battery tab welding can be completed efficiently and successfully.

WhatsApp
Scan the QR Code to start a WhatsApp chat with us.