
In modern manufacturing, the demand for efficient and reliable plastic joining solutions continues to grow. Whether in the automotive, electronics, medical device, or packaging industries, plastic welders have become essential equipment for assembling plastic parts. However, many users encounter a core question when searching for a plastic welder: Which plastic welder is best suited for my application?
The answer depends on the material type, product structure, precision requirements, and production scale. Below, ZS Laser will systematically introduce different types of plastic welders, their advantages and disadvantages, and typical application scenarios.
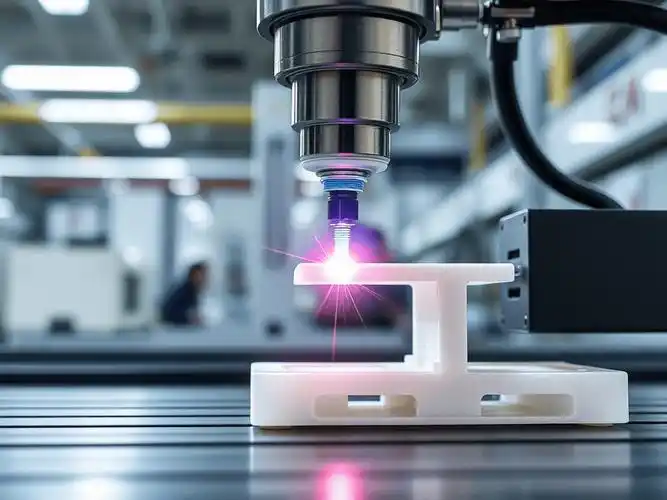
Laser welding of plastics
What is a Plastic Welding Machine?
A plastic welder is a device that melts and fuses thermoplastic materials together through the application of heat, pressure, or energy. Unlike glue or mechanical fasteners, plastic welding can form strong, permanent bonds at the molecular level. What types of plastic welding machines and solutions are available?Let’s take a look with ZS Laser.
1.Ultrasonic Plastic Welder
Working Principle
An ultrasonic plastic welding machine converts electrical energy into high-frequency mechanical vibration (typically 20kHz–40kHz), which is then transmitted to the contact interface of the plastic workpiece through a horn. Under the action of high-frequency vibration, the contact surface generates intense friction, thus generating localized heat in a very short time, causing the plastic material to rapidly reach a molten state.
When the vibration stops, it cools and solidifies under certain pressure, forming a strong molecular-level bond. This welding method is a typical process of instantaneous heating + rapid curing.
Advantages:
Ultra-high-speed welding, suitable for mass production:
The single welding cycle is typically between 0.2–1 second, making it ideal for automated production lines and significantly improving production efficiency.
No consumables, environmentally friendly and clean:
No glue, screws, or other auxiliary materials are required, resulting in no pollution or residue. It is highly suitable for industries with high cleanliness requirements (such as medical and electronics).
High welding strength and good stability:
The bond is formed through molecular-level fusion, achieving strength close to or even reaching the level of the base material, with high consistency, suitable for standardized production. 4. Non-contact heating, small heat-affected zone: Heat is concentrated at the welding interface, minimizing its impact on surrounding materials and preventing deformation or damage.
Easy automation integration:
Can be integrated with robotic arms, automatic loading/unloading systems, and vision positioning systems for fully automated production.
Disadvantages:
High requirements for product structure design:
Typically requires the design of “energy directors” to concentrate energy; otherwise, the welding effect is unstable. This places high demands on the initial product design.
Not suitable for thick-walled or large-sized workpieces:
Due to limited energy transfer, the welding effect is significantly reduced for thicker or larger plastic parts.
Certain material limitations:
More suitable for rigid thermoplastic materials (such as ABS, PC, PP, etc.), with poor results for soft materials or highly filled materials.
Initial debugging relies on experience:
Welding parameters (amplitude, pressure, time, etc.) need to be finely adjusted according to the material and structure, requiring a high level of experience in equipment debugging.
Application Scenarios
Ultrasonic plastic welding machines are widely used in industries requiring high efficiency, high consistency, and high precision:
Electronics Industry:
Plastic housings (e.g., chargers, earphone housings)
Connectors, switch assemblies
Small structural component packaging
Medical Industry:
Disposable medical devices (syringes, infusion sets)
Medical consumable sealing welding
Aseptic product assembly
Automotive Industry:
Automotive interior parts
Dashboard assemblies
Headlight structural components
Sensor housings
Packaging Industry:
Blister packaging sealing
Food packaging sealing
Ultrasonic plastic welding machine
2.Hot Plate Plastic Welder
Working Principle:
The hot plate welding machine heats the welding surfaces of two plastic workpieces using a high-temperature heating plate until they melt. The heating plate is then removed, and the two molten surfaces are pressed together under pressure, forming a stable weld joint during cooling.
The entire process typically consists of three stages:
Heating Stage: The workpiece contacts the heating plate, and the surface melts.
Switching Stage: The heating plate is removed.
Pressure and Cooling Stage: The two workpieces are joined and solidified under pressure.
Essentially a contact heating + pressure forming welding process.
Advantages:
Extremely high weld strength, suitable for structural components
Because it involves integral melting followed by pressure bonding, the weld strength is extremely high, making it particularly suitable for products requiring pressure resistance, sealing, or high structural strength.
Suitable for large and complex workpieces
Compared to ultrasonic welding, hot plate welding is not limited by size and can handle large, complex, or irregularly shaped plastic parts.
High Material Adaptability:
Applicable to almost all thermoplastics, including:
PP, PE (low surface energy materials)
ABS, PC
Nylon (PA)
Especially suitable for difficult-to-weld materials (such as PP).
Excellent Sealing Performance:
The weld surface is completely fused, resulting in excellent sealing performance, suitable for products with high liquid or gas sealing requirements.
High Process Stability:
Mature parameter control and good weld consistency make it suitable for mass industrial production.

Hot Plate Plastic Welder
Disadvantages:
Slower Production Cycle:
Compared to ultrasonic or laser welding, hot plate welding has a longer cycle (usually several seconds to tens of seconds), making it unsuitable for ultra-high-speed production lines.
Higher Equipment Maintenance Requirements:
The heating plate operates at high temperatures for extended periods, which can easily lead to:
Surface contamination
Adhesive residues
Regular cleaning or replacement is required.
Potential Weld Marks: Due to contact heating, the weld area may exhibit:
Indentations
Weld lines
Unsuitable for products with extremely high appearance requirements.
Higher Energy Consumption:
Continuous heating results in relatively high energy consumption.
Application Scenarios
Hot plate welding machines are widely used in industrial fields requiring high strength, large size, and sealing:
Automotive Industry:
Car fuel tanks
Water tanks (radiators)
Intake manifolds
Washing fluid reservoirs
Features: High pressure resistance and sealing requirements
Home Appliance Industry:
Washing machine water tanks
Air conditioning components
Large plastic housings
Industrial Products:
Liquid storage containers
Plastic pipe fittings
Industrial housings
Environmental and Energy Industry:
Water treatment equipment
Energy storage equipment plastic components
3.Vibration Friction Welding Machine
Working Principle:
A vibration friction welding machine applies high-frequency linear reciprocating vibration (typically 100–240Hz) between two plastic workpieces. Friction is generated at the contact interface, rapidly producing heat and melting the material.
During vibration, the material surface gradually softens and forms a molten layer. After vibration stops, it cools and solidifies under continuous pressure, forming a strong weld joint.
The entire process can be divided into three stages:
Friction Heating Stage: Vibration generates heat, melting the material.
Melting Stage: A uniform molten layer forms.
Pressure Holding and Cooling Stage: Vibration stops and pressure is applied for solidification.
Essentially a combination of mechanical friction heating and pressure welding.
Advantages:
High weld strength, suitable for structural components.
Because the material forms a uniform molten layer at the interface, the weld strength is high, suitable for load-bearing or sealing structures.
No filler material or consumables required.
No glue, screws, or welding rods are needed, reducing production costs while ensuring consistent joints.
Suitable for irregular or complex structures
Compared to rotary friction welding (only applicable to circular structures), vibration welding can handle workpieces with complex shapes or asymmetrical structures.
Suitable for welding large-size plastic parts
It can handle large-area weld interfaces and is one of the important processes for joining large plastic components.
Strong material adaptability
Suitable for a variety of rigid thermoplastic materials, including:
PP, PE
ABS, PC
Nylon (PA)
Especially suitable for engineering plastics commonly used in the automotive industry.
Disadvantages
Higher noise level
Noticeable mechanical noise is generated during vibration, requiring sound insulation devices or safety protection.
Higher equipment cost
Compared to ultrasonic or hot air welding, vibration welding equipment has a more complex structure and a higher initial investment.
Requirements for material rigidity
More suitable for rigid plastics; less effective for soft or elastic materials (such as TPU).
Potential for flash at weld edges
Molten material may overflow under pressure, requiring post-processing or structural optimization design.
High Requirements for Fixtures and Positioning
To ensure vibration stability, the workpiece must be firmly fixed, requiring high-quality tooling design.
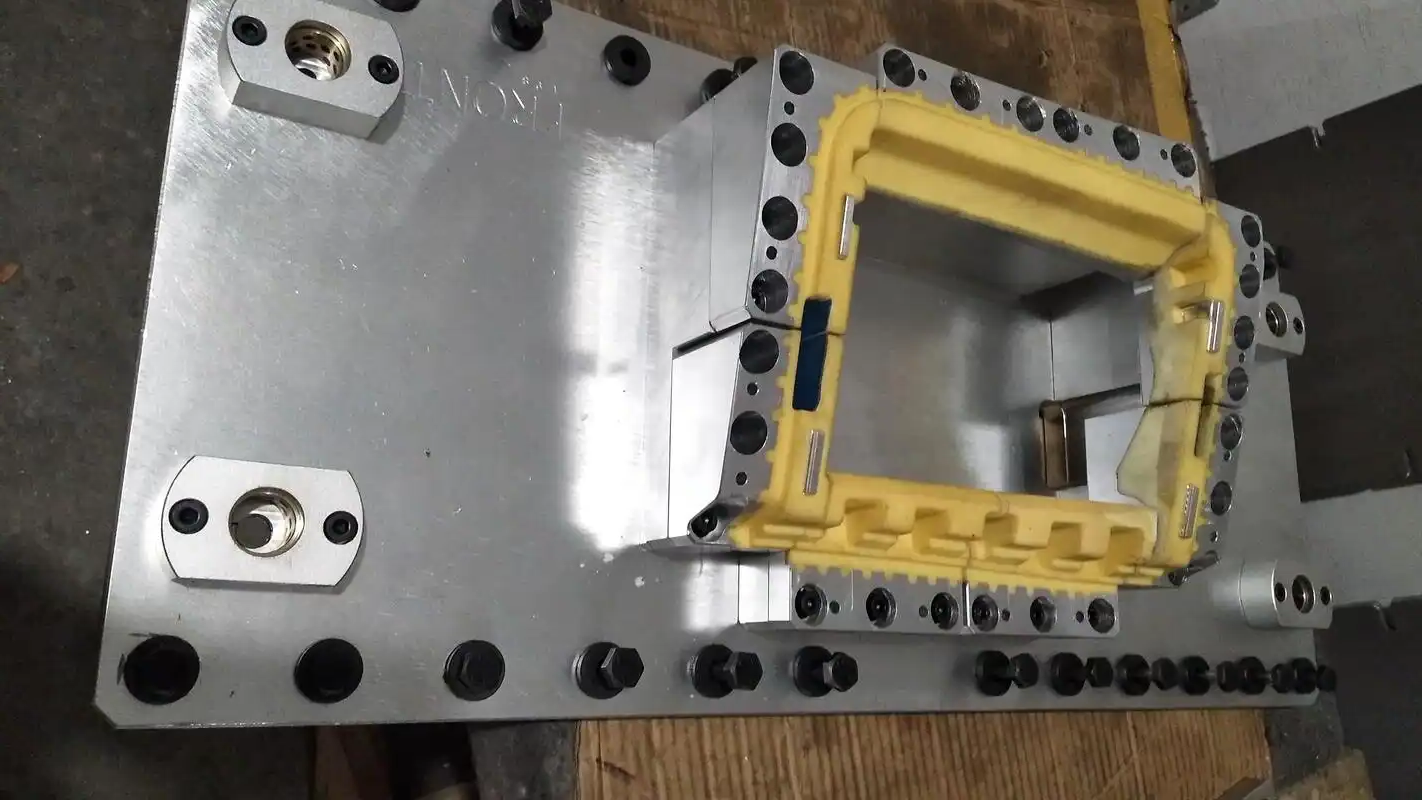
Vibration friction welding fixture
Application Scenarios
Vibration friction welding machines are widely used in industrial fields requiring high strength, large size, and complex structures:
Automotive Industry (Main Application):
Intake Manifolds
Instrument Panel Structural Components
Bumper Internal Structures
Headlight Components
Battery Housings
Features: Complex Structures + High Strength Requirements
Industrial Manufacturing:
Large Plastic Housings
Mechanical Structural Components
Pipeline Connection Components
Home Appliance Industry:
Large Plastic Parts
Functional Structural Housings
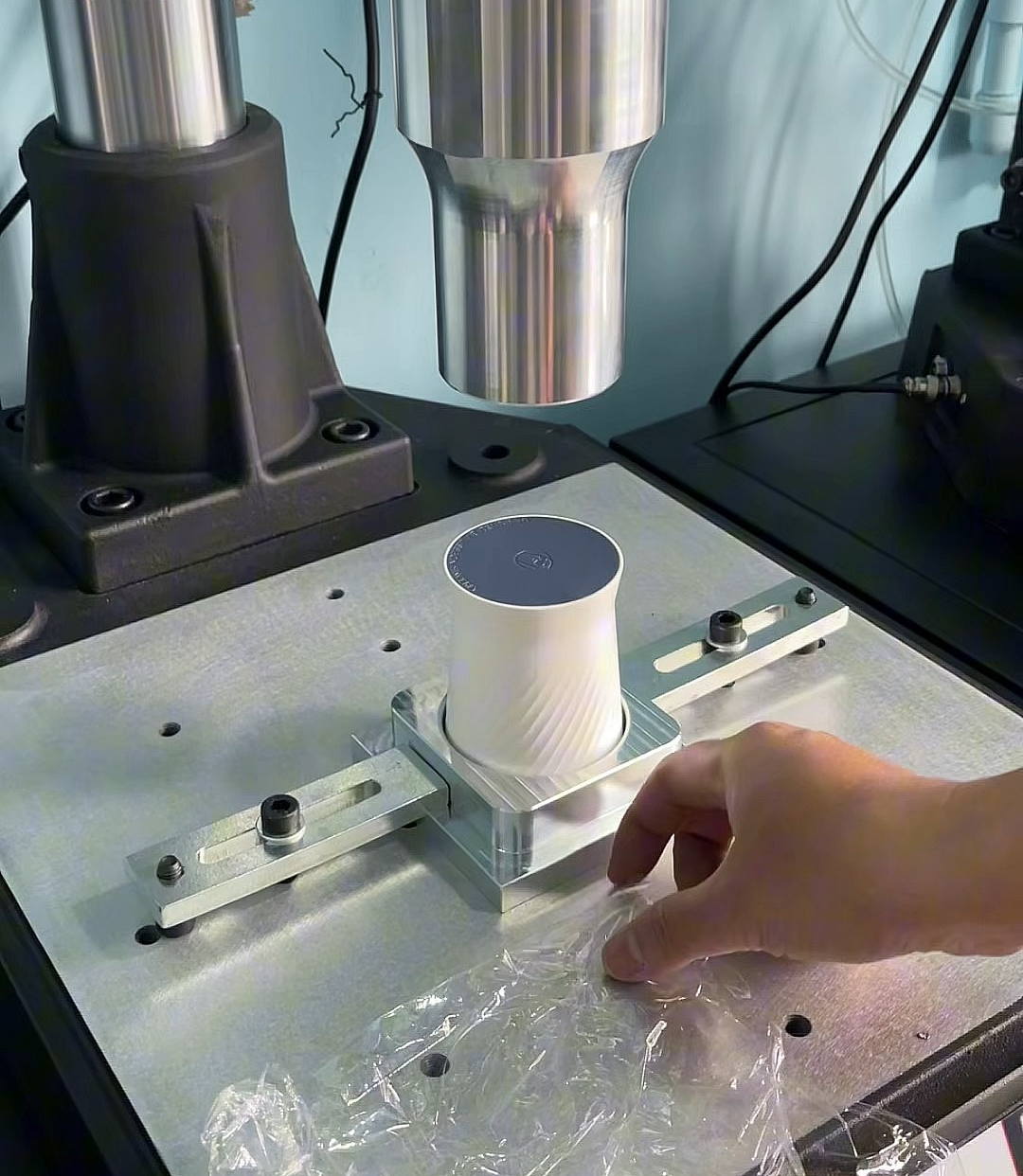
4.Rotary Friction Plastic Welder
Working Principle:
Rotary friction welding involves a workpiece rotating at high speed and contacting a stationary workpiece under axial pressure, generating frictional heat at the contact interface. When the temperature reaches the material’s melting point, rotation stops while pressure is continuously applied, causing the molten material to fuse, cool, and solidify, ultimately forming a strong weld joint.
Advantages:
High Weld Strength and Consistency:
Due to the concentrated and stable heat generated by friction, the weld interface melts uniformly, resulting in a high-strength, highly airtight connection, suitable for products with high sealing requirements.
Fast Welding Speed and High Efficiency:
A single weld typically takes only a few seconds, suitable for mass production environments, especially performing exceptionally well in automated production lines.
Relatively Simple Equipment Structure and High Stability:
Compared to complex laser or ultrasonic systems, rotary friction welding equipment has a more straightforward structure, lower failure rate, and relatively controllable maintenance costs.
No Additional Consumables Required:
No auxiliary materials such as glue or welding wire are needed, making the process more environmentally friendly and reducing production costs. Suitable for high-sealing products
With proper parameter control, airtight or liquid-tight welding can be achieved, widely used in fluid-related products.

Rotary Friction Plastic Welder
Disadvantages:
Significant structural limitations
This process requires at least one side of the workpiece to be circular or rotationally symmetrical, thus limiting design freedom and making it unsuitable for complex, irregularly shaped structures.
High requirements for workpiece coaxiality
Weld quality is highly dependent on rotational accuracy. Insufficient workpiece coaxiality may lead to uneven welding or reduced strength.
May generate flash (excess material) during welding
During pressurization, molten material may be extruded, forming flash, requiring additional design or post-processing to control appearance.
Unsuitable for large or flat structures
For large or asymmetrical structures, uniform heating is difficult to achieve using rotation.
Application Areas:
Rotary friction welding machines are widely used in the manufacture of plastic products with axisymmetric structures and requirements for strength or sealing, such as:
Packaging Industry:
Bottle cap and body sealing welding (e.g., beverage bottles, cosmetic bottles)
Filtration and Fluid Systems:
Filter elements, filter housings, water treatment components Automotive Industry:
Valve assemblies, liquid storage components (e.g., brake fluid reservoirs)
Medical and Laboratory Equipment:
Disposable reagent containers, sealing fittings
Home Appliances and Daily Necessities:
Thermos cup assemblies, rotating plastic parts
5.Laser Plastic Welder
Working Principle:
Laser plastic welding typically uses the “transmission laser welding” principle. The upper material needs to have good laser transmittance (usually transparent or translucent plastic), while the lower material needs to absorb laser energy (usually black or a material with added light absorbers).
When the laser beam penetrates the upper material, it is absorbed by the lower material at the interface between the two layers and converted into heat energy, causing localized melting of the interface. Under precisely controlled pressure, the molten area fuses and forms a high-strength weld joint upon cooling.
Advantages:
Extremely High Welding Precision:
The laser beam can be precisely focused on a tiny area, achieving micron-level welding control, making it particularly suitable for precision structures and micro-parts.
Non-Contact Processing, No Mechanical Stress:
The entire welding process requires no tool contact with the workpiece, avoiding mechanical stress, deformation, or damage, making it ideal for brittle or high-precision components.
Excellent Weld Appearance (Nearly Seamless):
Heat is concentrated at the internal interface, with the outer surface almost unaffected, resulting in no obvious weld marks, making it ideal for products with extremely high appearance requirements.
High cleanliness, suitable for the medical industry.
Particle-free, burr-free, and contamination-free, meeting the stringent cleanliness requirements of the medical and electronics industries.
Achieves airtight/watertight welding.
Uniform and continuous weld seams enable high-sealing connections, suitable for applications such as sensors and fluid components.
Easy to integrate with automation and smart manufacturing.
Can be combined with vision positioning systems, robots, and automated production lines to achieve highly consistent and efficient mass production.
Small heat-affected zone (HAZ).
Localized heating occurs only at the interface, minimizing the impact on surrounding materials and reducing material deformation or performance changes.
Disadvantages:
High initial equipment cost.
The laser, control system, and precision fixtures are expensive, resulting in significantly higher initial investment than traditional welding methods.
Requires specific material combinations.
Requires a combination of “light-transmitting + light-absorbing” materials; not all plastics can be directly welded, and some materials require modifiers.
High assembly precision requirements.
The welding interface needs to be tightly fitted, with strict gap control; otherwise, weld quality will be affected.
Relatively narrow process window.
Parameters (power, speed, pressure, etc.) require precise control, demanding extensive experience in process debugging.

Gantry-type single-station plastic welding machine
Application Areas:
Due to its high precision, high cleanliness, and high consistency, laser plastic welding has become a crucial process in high-end manufacturing, widely used in:
Medical Device Industry:
Infusion sets, microfluidic chips, diagnostic equipment components, sealed cavities, and other products requiring extremely high cleanliness and sealing.
Automotive Electronics Industry:
Sensor housings, headlight assemblies, ECU control units, connectors, and other components requiring high reliability and durability.
Consumer Electronics and Precision Components:
Smart device housings, microstructural components, precision connectors, etc.
Sensors and Fluid Systems:
Pressure sensors, flow meters, sealed piping assemblies, and other products requiring high airtightness.
New Energy and Battery Industry:
Battery housing sealing, welding of connecting components, etc.
6.Hot Air/Hot Wedge Plastic Welding
Working Principle:
Hot air welding uses high-temperature hot air (usually generated by an electric heating device) to heat the welding area of the plastic material, melting its surface. External pressure then presses the two layers of material together, achieving a weld.
Hot wedge welding uses a heated metal wedge inserted between two layers of material. The contact surface is heated, and as the material softens, pressure is applied by rollers, fusing the materials and forming a continuous weld. Compared to hot air welding, hot wedge welding offers more concentrated heating and higher stability.

Hot Air Hot Wedge Plastic Welding
Advantages:
Low equipment cost, low investment threshold
Compared to laser and ultrasonic welding technologies, hot air/hot wedge equipment has a simpler structure and is more economical, making it ideal for businesses or projects with limited budgets.
Flexible operation, can be used on-site
The equipment is typically portable, suitable for outdoor or large-scale engineering sites, such as waterproofing projects and geomembrane laying.
Suitable for large-area continuous welding
Especially suitable for long welds and large-area material splicing, enabling continuous welding and improving construction efficiency.
Wide range of applicable materials
Good adaptability to thermoplastic materials such as PVC, PE, and PP, especially suitable for film and sheet materials.
Simple maintenance
Simple equipment structure, low maintenance cost, easy to learn and use in daily life.
Disadvantages:
Lower welding precision
Compared to laser or ultrasonic welding, hot air/hot wedge welding is difficult to control with high precision and is not suitable for precision parts.
High dependence on operators
Welding quality depends heavily on the operator’s experience, such as temperature control, speed control, and pressure control.
Poor weld consistency
Weld quality may fluctuate under manual operation or complex environments, making it difficult to guarantee high consistency.
Relatively rough appearance
Welds are usually more noticeable, unsuitable for products with high appearance requirements.
Highly affected by the environment
External environmental factors such as wind speed and temperature can affect the hot air welding effect, especially during outdoor construction.
Application Areas:
Hot air and hot wedge welding are primarily used in scenarios where high precision is not required, but area and construction flexibility are crucial, such as:
Building and Waterproofing Engineering:
Welding of roof waterproofing membranes, construction of underground waterproofing layers.
Environmental Protection and Civil Engineering:
Geomembrane welding, such as in landfills, seepage prevention projects, and water conservancy projects.
Advertising and Industrial Material Processing:
PVC sheet splicing, plastic sheet welding.
Tarpaulin and Flexible Material Processing:
Splicing and sealing of materials such as tents, awnings, advertising fabrics, and truck tarpaulins.
Pipe and Container Lining:
Welding and repair of plastic lining materials.
7.Infrared Plastic Welding
Working Principle:
Infrared welding utilizes infrared radiation to heat the welding surface of plastic workpieces without contact. The equipment radiates heat energy onto the material surface through an infrared emitter (usually a heating plate or infrared lamp), causing it to heat up uniformly and reach a molten state within a short time.
After heating is complete, the infrared source is removed, and the two softened plastic parts are pressed together under pressure. The molten interface fuses and then cools and solidifies, forming a high-strength weld joint. The entire process does not require direct contact with the heating element, making it a typical “non-contact thermal welding process.”
Advantages:
Non-contact heating, no contamination risk:
Infrared heating avoids the adhesion, contamination, or material degradation problems that may occur in traditional hot-plate welding, making it particularly suitable for industries with high cleanliness requirements.
Uniform heating, stable weld quality:
Infrared radiation can cover the entire welding area, achieving a relatively uniform temperature distribution, which helps improve weld consistency and structural strength. Suitable for high-cleanliness and high-requirement products. No particles, no flash contamination, widely used in industries with strict hygiene standards such as medical and food.
Capable of welding complex or large-area structures.
Compared to localized heating methods like ultrasonic welding, infrared welding is more suitable for larger welding areas or complex structures.
Good material adaptability.
Applicable to a variety of thermoplastic materials, especially advantageous for materials unsuitable for ultrasonic or vibration welding.
High-quality weld interface.
Uniform melting and good internal bonding contribute to good airtightness or liquid tightness.
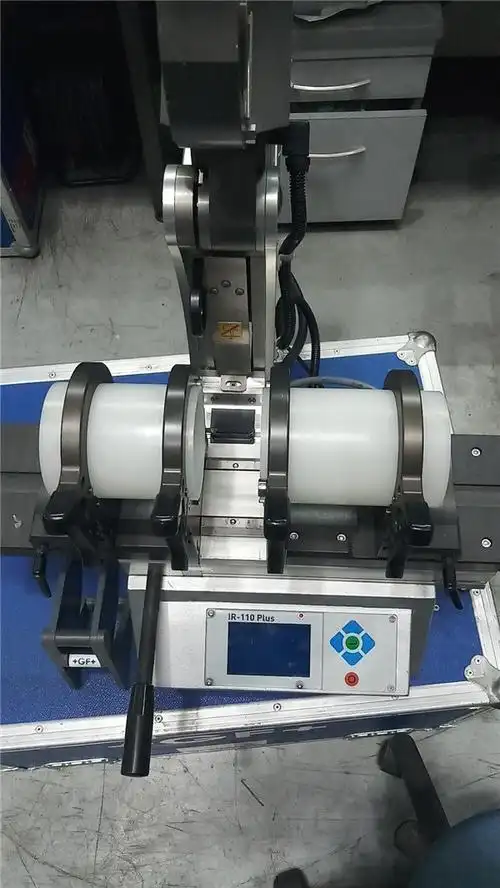
Infrared Plastic Welding Machine
Disadvantages:
Higher equipment cost.
The infrared heating and temperature control systems are relatively complex, resulting in higher initial investment than traditional hot air or hot plate equipment.
Slower production cycle.
Compared to ultrasonic or vibration welding, infrared heating requires a certain heating time, thus the overall cycle time is slower.
Higher energy control requirements.
Uneven infrared energy distribution or improper parameter control may lead to localized overheating or underheating.
Sensitive to material surface condition.
Material color, surface reflectivity, and other factors affect infrared absorption efficiency, thus affecting the welding effect.
Application Areas:
Infrared welding is primarily used in industries with high requirements for cleanliness, weld quality, and stability, including:
Medical Device Industry:
Medical housings, disposable instruments, sealed containers, and other products requiring extremely high levels of contamination prevention and reliability.
Food and Packaging Industry:
Food packaging containers, sealed boxes, and other applications requiring compliance with hygiene standards.
Automotive and Industrial Components:
Certain plastic components with high requirements for appearance and weld quality.
Laboratory and Precision Equipment:
Fluid system components, analytical equipment housings, etc.
8.High-Frequency Welding (RF Welding / High Frequency Plastic Welding)
Working Principle:
High-frequency welding (also known as radio frequency welding) utilizes a high-frequency electric field (typically 27.12 MHz) applied to plastic materials. This causes the polar molecules within the material (such as the dipole molecules in PVC and TPU) to oscillate rapidly within the electric field, generating heat within the material—achieving “internal heating.”
Once the material is heated to a molten state, pressure is applied through upper and lower electrodes, fusing the two layers of material and allowing them to cool and solidify, ultimately forming a strong and well-sealed weld joint. This heating method differs from external heating (such as hot plates or hot air) and is a typical example of “volume heating.”
Advantages:
Fast welding speed and high efficiency:
The high-frequency electric field can rapidly heat the material’s internal components, resulting in a short welding cycle, making it ideal for mass production.
Excellent sealing performance:
Because the material is uniformly heated and fused from the inside, the weld is continuous and dense, making it ideal for products requiring airtightness or liquid tightness.
Stable and consistent weld quality:
Mature parameter control allows for standardized production, resulting in high weld quality repeatability.
Good appearance, no obvious scorching or discoloration.
Compared to some thermal contact welding methods, high-frequency welding can maintain better appearance quality under correct parameters.
Suitable for welding flexible materials.
It has good welding effects on soft plastics (such as films and flexible sheets).
Complex weld shapes can be achieved.
By customizing electrode molds, specific shapes of welding and embossing effects (such as edge sealing and embossing) can be achieved.
Disadvantages:
Significant material limitations.
It is only suitable for polar plastics, such as PVC, TPU, and PU; it is basically impossible to weld non-polar materials such as PE and PP.
High equipment and mold costs.
Customized electrode molds are required; different products require different molds, increasing initial investment costs.
High requirements for process parameters.
Frequency, pressure, time, and other parameters need to be precisely controlled; otherwise, problems such as scorching and incomplete welding may occur.
Electromagnetic interference (EMI) issues exist.
High-frequency equipment may interfere with surrounding electronic equipment and needs to comply with relevant electromagnetic compatibility standards.
Application Areas:
High-frequency welding is widely used in products requiring strong sealing, flexible materials, and mass production, such as:
Inflatable Products Industry:
Inflatable mattresses, swimming rings, air cushion products, etc., requiring high airtightness welding.
Medical Industry:
Medical liquid containers such as infusion bags, blood bags, and urine bags, with extremely high requirements for sealing and cleanliness.
Packaging Industry:
Blister packaging, transparent packaging bags, flexible packaging edge sealing, etc.
Automotive Interiors:
Welding of soft materials such as seat covers and door panel interior parts.
Stationery and Daily Necessities:
Document bags, PVC sleeves, waterproof bags, etc.

Plastic laser welding samples
Comparison Table of Plastic Welding Technologies
| Welding Type | Speed | Strength | Precision | Cost | Suitable Materials | Typical Applications |
|---|---|---|---|---|---|---|
| Ultrasonic | Very High | High | High | Medium | Rigid plastics | Electronics, medical |
| Hot Plate | Medium | Very High | Medium | Medium | Most thermoplastics | Automotive tanks |
| Vibration | Medium | High | Medium | High | Rigid plastics | Automotive parts |
| Rotary Friction | High | High | Medium | Medium | Round parts | Caps, valves |
| Laser | Medium | Very High | Very High | High | Transparent + absorbent plastics | Medical, electronics |
| Hot Air/Wedge | Low | Medium | Low | Low | Sheets, films | PVC, geomembranes |
| Infrared | Medium | High | High | High | Various plastics | Medical, food packaging |
| RF Welding | High | High | Medium | Medium | PVC, TPU | Inflatable, medical bags |
Call to Action (CTA)
At ZS Laser, we specialize in advanced laser welding solutions, delivering high-precision, efficient, and reliable equipment for modern manufacturing. At the same time, we have a deep understanding of various plastic welding technologies and applications, allowing us to provide more comprehensive and practical recommendations based on your specific needs.
Whether you are exploring laser welding or comparing different plastic welding methods, our team is ready to support you with professional advice and tailored solutions.
Contact us today to discuss your application, materials, and production requirements — and let us help you find the most suitable welding solution for your business.

WhatsApp
Scan the QR Code to start a WhatsApp chat with us.