
Continuous laser and pulsed laser technologies are becoming increasingly widely used in the field of laser welding. However, many customers still do not fully understand the differences between the two. As an expert in laser welding solutions, ZS Laser has conducted an in-depth comparison of the welding performance, advantages, and disadvantages of both laser welding methods to help users better choose suitable laser welding equipment.
Comparison of the Concepts
What is Continuous Laser Welding?
Continuous laser welding uses a continuous laser output mode, where laser energy is constantly applied to the surface of the material. This allows high-speed and continuous deep penetration welding.
What is Pulsed Laser Welding?
Pulsed laser welding (Pulse Laser Welding or QCW Laser Welding) refers to a welding method in which the laser outputs energy in intermittent pulses. The laser releases high peak energy within a very short period of time, followed by a brief interval before the next pulse is emitted.
Unlike continuous lasers, pulsed lasers do not emit light continuously but perform “spot-by-spot” welding, resulting in lower overall heat input.
Appearance Difference Between Continuous Laser Welding and Pulsed Laser Welding
From the appearance of the weld seam, there are obvious differences between the two welding methods:
- QCW pulsed laser welding is similar to continuous spot welding, and the weld seam usually shows a fish-scale pattern;
- Continuous laser welding (CW) outputs laser energy continuously, producing smoother and more consistent weld seams.
Therefore, in industries with high requirements for weld appearance and sealing performance, continuous laser welding usually has greater advantages.
The figure below shows a comparison of the actual welding shapes of the two methods.
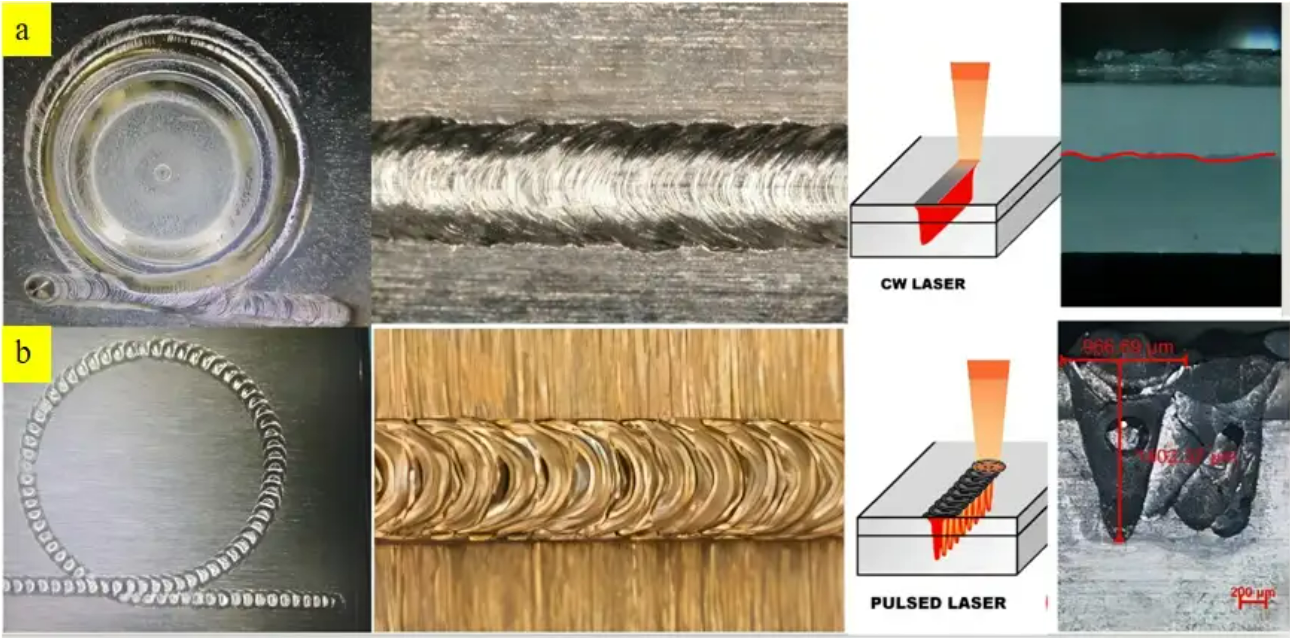
CW Laser VS QCW Welding Effects
Advantages of Pulsed Laser Welding
1. Avoiding the Influence of Plume on Material Absorption Rate for More Stable Welding
During the interaction between the laser and the material, the material evaporates intensely, forming mixed gases such as metal vapor and plasma above the molten pool, collectively referred to as a metal plume.
These metal plumes can block the laser from reaching the material surface, causing unstable laser power on the material surface and resulting in defects such as spatter, blowholes, and pits.
However, QCW pulsed welding uses intermittent laser emission (for example, emitting light for 5ms, stopping for 10ms, and then emitting the next pulse), allowing each pulse to interact with the material surface with less influence from the metal plume. As a result, the welding process becomes more stable, especially for thin sheet welding applications.
2. More Stable Molten Pool
The force condition of the keyhole in the molten pool differs between continuous and pulsed lasers.
Continuous laser welding has a longer interaction time and larger heat conduction area, resulting in a larger molten pool and more molten metal. Therefore, the molten pool in continuous welding is much larger than that of QCW laser welding.
Defects such as porosity, cracks, and spatter are closely related to the molten pool. When the molten pool is too large, its surface tension decreases as temperature rises, making keyhole collapse more likely.
QCW laser welding, on the other hand, has more concentrated energy and shorter interaction time. The molten pool mainly exists evenly around the keyhole, resulting in more balanced force distribution and lower occurrence rates of porosity, cracks, and spatter.
3. Smaller Heat Affected Zone
Continuous laser welding continuously applies heat to the material, causing heat to continuously transfer into the workpiece. Thin materials are therefore more prone to thermal deformation and stress-induced cracks.
QCW pulsed laser welding applies energy intermittently, giving the material time to cool between pulses. Therefore, it has:
- Smaller heat affected zone (HAZ)
- Lower heat input
- Less deformation
This makes QCW more suitable for processing thin materials and welding near heat-sensitive components.
4. Higher Peak Power
At the same average power level, QCW lasers can achieve much higher peak power than continuous lasers. This results in higher energy density, deeper penetration, and stronger welding capability.
QCW has clear advantages in welding copper alloys and aluminum alloy thin sheets.
With the same average power, continuous lasers have lower energy density than QCW lasers. In some cases, the laser may be reflected entirely by the material surface without forming a weld.
If continuous laser power is too high, once the material begins melting, the laser absorption rate increases sharply, causing sudden increases in heat input. This can make weld penetration and heat input difficult to control, especially for thin sheet welding, leading to either incomplete welding or burn-through.
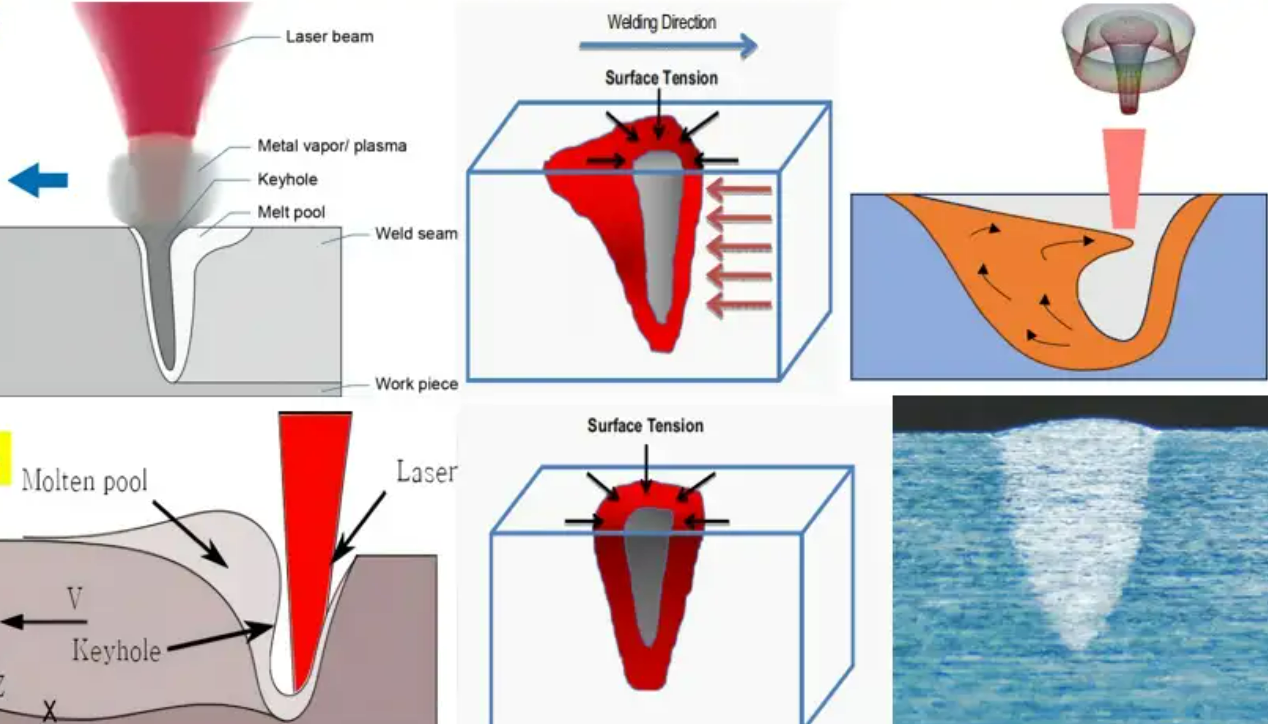
Schematic diagrams of continuous laser welding and pulsed laser welding
Advantages of Continuous Laser Welding
1. Better Metallurgical Continuity
As shown in the figure below, QCW pulsed welding is essentially a metallurgical overlap process. Since the pulse frequency is usually limited to around 500Hz, low overlap rates result in shallow effective penetration, while high overlap rates reduce welding speed and efficiency.
Continuous laser welding, however, can achieve highly efficient continuous welding through different fiber core diameters and welding head configurations. In applications requiring high sealing performance, continuous laser welding is generally more reliable.
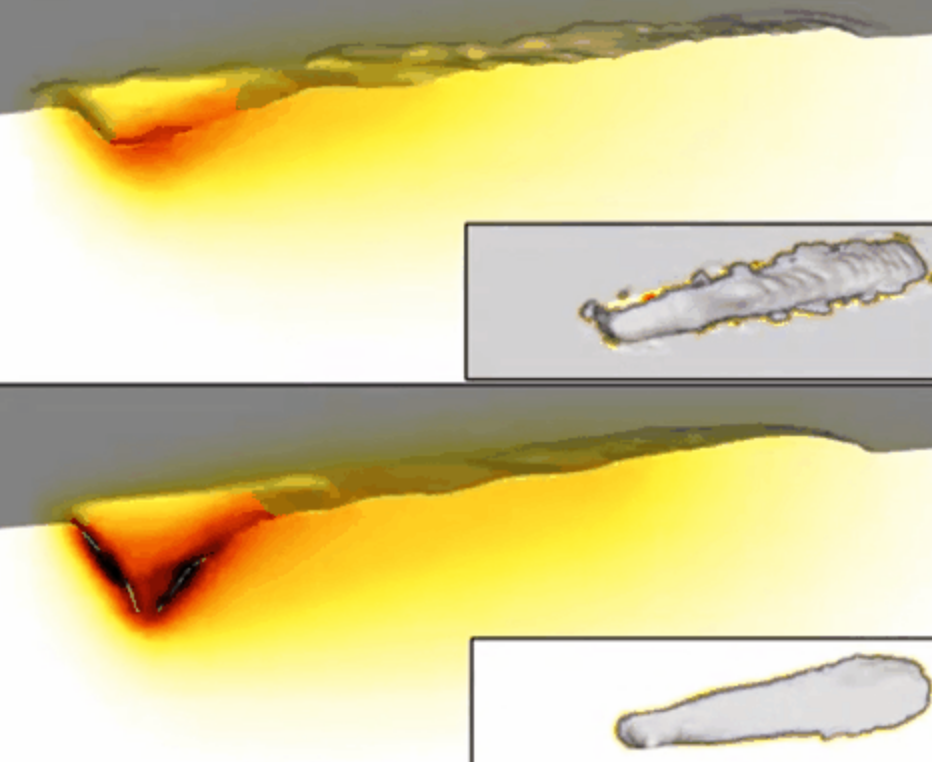
QCW laser welding and CW laser welding metal ratio comparison
2. Reduced Risk of Repeated Thermal Effects
QCW pulsed laser welding has overlap rate issues, meaning the weld area may experience repeated heating.
After the first weld, the metallographic structure of the weld differs from the base material. Re-melting may result in inconsistent cooling rates, increasing the risk of cracks.
Continuous laser welding does not have this repeated remelting phenomenon.
3. Easier Parameter Adjustment
QCW pulsed laser welding requires adjustment of many parameters, including:
- Pulse repetition frequency
- Peak power
- Pulse width
- Duty cycle
- Pulse energy
- Average power
- Peak power density
- Energy density
- Defocus amount
Continuous laser welding only requires attention to:
- Waveform
- Welding speed
- Power
- Defocus amount
Therefore, continuous laser welding is relatively easier to set up and operate.
Conclusion
Because pulsed laser duration is very short (usually only a few milliseconds), the heat entering the workpiece is minimized. Therefore, pulsed laser welding is recommended for heat-sensitive components and ultra-thin wall materials.
At the beginning of each pulse, a large amount of energy is delivered instantly, making pulsed laser welding especially suitable for reflective metals. This is often referred to as an “enhanced pulse,” where the power spike at the beginning of the pulse cycle lasts only a small portion of the total pulse duration. However, it is sufficient to overcome material reflectivity while maintaining low average power and minimizing heat input.
CW lasers, on the other hand, must provide large amounts of energy to couple with highly reflective metals. The resulting heat can easily damage nearby parts or components.
CW continuous wave laser welding is typically performed with high-power lasers above 500W. Generally, this type of laser is more suitable for materials thicker than 1mm. Its welding mechanism is based on deep penetration welding using the keyhole effect, achieving depth-to-width ratios greater than 8:1, although the heat input is relatively high.
Today, there are also continuous laser modulation technologies that enable pulsed welding effects using continuous lasers, as well as high-frequency pulsed welding technologies for QCW lasers. ZS Laser will continue sharing related technologies in future articles.
If you are unsure which type of laser welding is suitable for your project, please feel free to contact us. We will provide you with a professional and suitable welding solution.

WhatsApp
Scan the QR Code to start a WhatsApp chat with us.