
Stainless steel is widely used in kitchen equipment, medical devices, automotive parts, sheet metal fabrication, hardware products, and industrial manufacturing due to its excellent corrosion resistance, mechanical strength, and attractive surface finish.As manufacturing industries continue to demand higher welding precision, better weld appearance, and improved production efficiency, stainless steel welding technology is also continuously evolving. Among these technologies, laser welding machines are becoming increasingly popular in stainless steel processing and are gradually replacing traditional TIG welding and some MIG welding applications.
This article will comprehensively introduce the characteristics of stainless steel materials, common stainless steel welding methods, and the important parameter selections for laser welding stainless steel.

Stainless Steel Welding
What Is Stainless Steel?
Stainless steel is generally defined as an iron-based alloy containing more than 10.5% chromium. Because chromium can form a dense oxide film on the metal surface, it prevents further oxidation and rusting of the metal, which is why it is called stainless steel.
Different alloying elements create different microstructures in stainless steel. According to these microstructures, stainless steel can be divided into the following types:
1. Austenitic Stainless Steel
Austenitic stainless steel includes the 200 series and 300 series. Its most important alloying elements are chromium (Cr) and nickel (Ni). 304 and 316 are the most common austenitic stainless steels.
2. Ferritic Stainless Steel
Ferritic stainless steel is a non-hardenable iron-chromium alloy. Common grades include 405, 409, 430, 422, and 446.
3. Martensitic Stainless Steel
Martensitic stainless steel has a composition similar to ferritic stainless steel, but with relatively higher carbon content and lower chromium content. It undergoes phase transformation during heating, allowing it to be strengthened through heat treatment. Common grades include 403, 410, 416, and 420.
4. Duplex Stainless Steel
Duplex stainless steel generally refers to stainless steel with approximately equal amounts of ferrite and austenite in its microstructure. Its main alloying elements are approximately 24% chromium and 5% nickel.
5. Precipitation Hardening Stainless Steel
Precipitation hardening stainless steel contains elements that promote the precipitation of strengthening phases, such as aluminum (Al), allowing the material to be strengthened through solution treatment and aging. This type of stainless steel can be further divided into martensitic, semi-austenitic, and austenitic precipitation hardening stainless steels. Precipitation hardening stainless steels belong to the 600 series, such as 630, 631, and 660.
Among these materials, 304 and 316 stainless steel are currently the most commonly used materials for laser welding.
Austenitic stainless steel sheet
Common Stainless Steel Welding Methods
Most stainless steels have good weldability and can be welded using various methods. Currently, the most common stainless steel welding processes on the market mainly include the following three methods:
1. TIG Stainless Steel Welding
TIG welding (Tungsten Inert Gas Welding), also known as GTAW, is one of the most common traditional welding processes for stainless steel. Its principle is to generate an arc between the tungsten electrode and the workpiece. The high temperature melts the base material while argon gas protects the molten pool to prevent oxidation in the welding area.
The biggest advantage of TIG welding is its beautiful weld appearance and stable welding process, allowing welders to precisely control the molten pool. Therefore, it is especially suitable for high-quality welding requirements.
In actual operation, the following points should usually be considered during stainless steel TIG welding:
- The welding area must remain clean
- Oil and moisture should be prevented from entering the molten pool
- Shielding gas flow must remain stable
- Heat input should be carefully controlled
- Avoid staying too long in one position to prevent weld blackening
It should be noted that austenitic stainless steel has relatively low thermal conductivity and a higher thermal expansion coefficient than carbon steel, making it more prone to deformation during welding. In actual welding operations, methods such as low current, fast welding, segmented welding, and skip welding are commonly used to reduce thermal deformation.
However, TIG welding also has obvious disadvantages:
- Slow welding speed
- High technical requirements for welders
- Long welding operations can easily cause fatigue
- Higher post-weld grinding costs
2. MIG Welding Stainless Steel
MIG welding (Metal Inert Gas Welding) is an arc welding process that uses continuous wire feeding. Compared with TIG welding, MIG welding offers higher welding efficiency and is more suitable for medium and thick stainless steel plates.
Its working principle is:
The welding wire is continuously fed into the molten pool by the wire feeding mechanism. The arc melts both the welding wire and the base material while shielding gas covers the welding area to prevent oxidation caused by air entering the molten pool.
MIG welding is commonly used for welding thick stainless steel plates, large structural components, industrial equipment, stainless steel frames, and similar applications. Compared with TIG welding, MIG stainless steel welding provides faster welding speed, deeper penetration, and higher production efficiency. Especially in thick stainless steel welding, MIG welding has significant efficiency advantages.
However, because MIG welding has higher heat input, the following problems are more likely to occur during stainless steel welding:
- Spatter
- Weld oxidation
- Deformation
- Rough weld seams
- Increased post-processing workload
Therefore, in actual production, MIG welding is generally more suitable for industrial structural welding rather than high-precision decorative component processing.
3. Laser Welding Stainless Steel
In recent years, laser welding has become an important development direction in the stainless steel processing industry. In particular, the popularity of handheld laser welding machines has encouraged more and more traditional TIG welding users to switch to laser welding.
The principle of laser welding is:
A high-energy-density laser beam instantly melts the metal, forming the weld through rapid heating and cooling within a very small area. Compared with traditional arc welding, the biggest characteristics of laser welding are:
- More concentrated energy
- Smaller heat affected zone
- Faster welding speed
These advantages are especially important for stainless steel materials because excessive heat input during welding can easily cause:
- Weld blackening
- Intergranular corrosion
- Thermal deformation
- Burn-through
- Surface oxidation
Due to its lower heat input, laser welding can significantly reduce these problems.
To learn more about the differences between laser welding and traditional welding, click: What are the differences between MIG, TIG and laser welding?
Of course, laser welding also has its limitations compared with traditional welding. Generally, laser welding is not very suitable for thick plate welding (thickness greater than 8mm) and large weld seam applications. This should be considered carefully during equipment selection.
The above are currently the most widely used stainless steel welding solutions. In addition, methods such as resistance welding and friction welding can also be used in some stainless steel welding applications. However, since these applications are less common, they will not be discussed in detail here.

Laser Flange Pipe welding
Next, let us take a look at the commonly used power selections for stainless steel laser welding.
Common Power Selection for Stainless Steel Laser Welding
Currently, the common power options for water-cooled handheld laser welding machines and CNC laser welding machines are 1500W, 2000W, and 3000W. Different machine powers should be selected according to different material thicknesses.
ZS Laser has been deeply involved in the laser welding industry for more than ten years. We have helped many customers solve stainless steel products welding application problems. Based on our experience, you can refer to the following image for preliminary power selection:
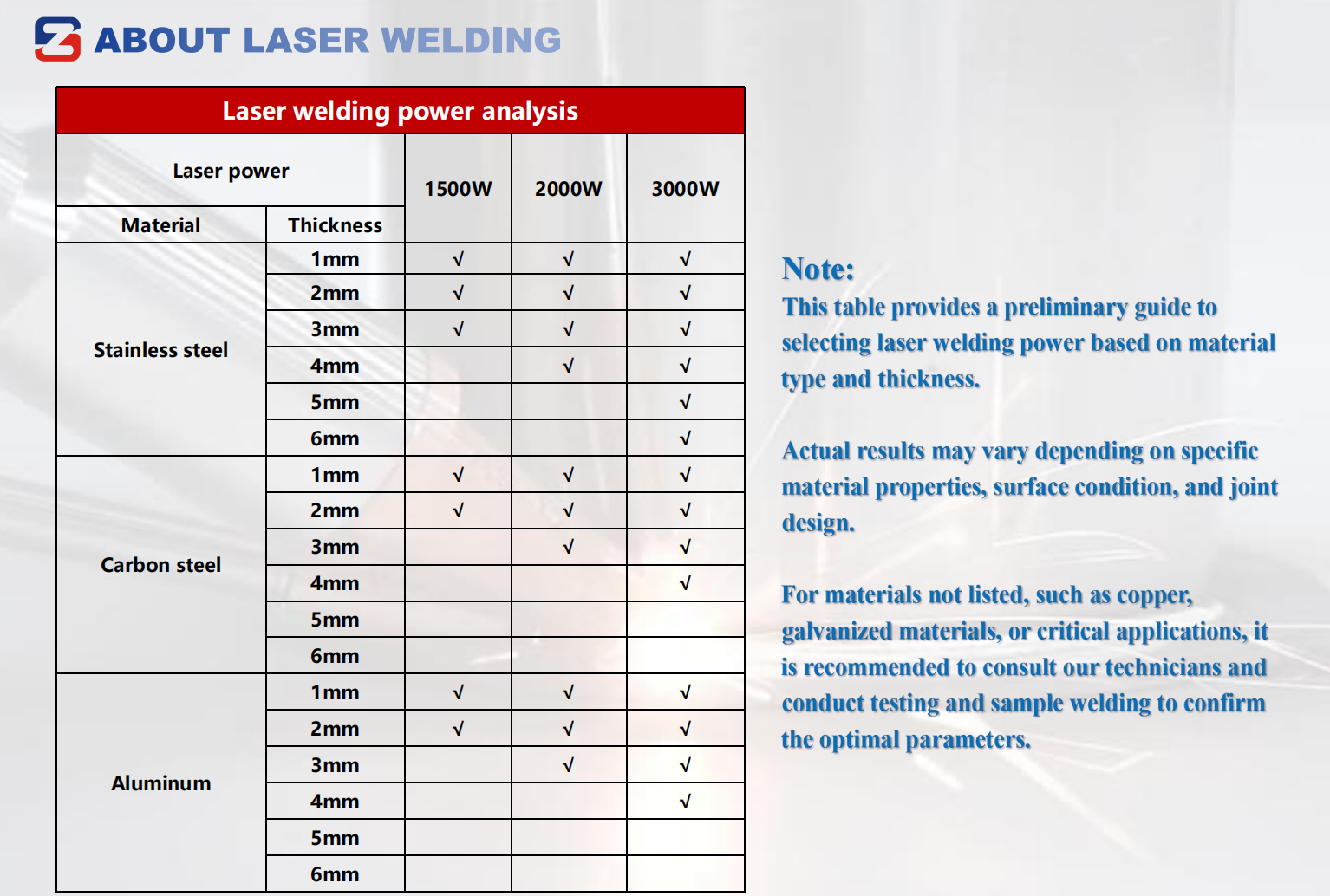
Laser welding power selection for different material thicknesses
Please note: This is only a preliminary reference. If you are welding highly reflective materials such as copper or aluminum, it is recommended to contact us for further evaluation and testing.
Conclusion
Stainless steel can be welded using TIG, MIG, and laser welding methods, each with its own advantages for different applications. Among them, laser welding is becoming increasingly popular because of its high speed, low deformation, and excellent weld quality.
Choosing the right laser welding machine and power depends on the material type, thickness, and actual production requirements.
ZS Laser has more than 10 years of experience in laser welding applications and can help you find the right stainless steel welding solution.If you are not sure which welding method to choose,you can contact us now,we will give you some advice to solve youe problems.

WhatsApp
Scan the QR Code to start a WhatsApp chat with us.