
Welding is a critical process in modern manufacturing, playing a key role in industries ranging from automotive and aerospace to electronics and medical devices. Among the various welding technologies, MIG (Metal Inert Gas) welding, TIG (Tungsten Inert Gas) welding, and Laser Beam Welding (LBW) are widely used due to their versatility and effectiveness. Despite all being metal joining techniques, they differ significantly in principle, equipment, process control, and application. Understanding these differences is essential for selecting the most suitable welding method for a given application.

Welding process
What is MIG Welding?
MIG welding, short for Metal Inert Gas Welding, is a type of arc welding process that uses inert gas to protect the welding area from atmospheric contamination. Similar to TIG welding, MIG welding also uses shielding gas, but unlike TIG welding, MIG is a consumable electrode welding process, meaning the welding wire itself melts during welding and becomes part of the weld seam.
MIG welding is widely used for welding materials such as:
- Stainless steel
- Aluminum alloys
- Carbon steel
- Thin and medium-thickness metal sheets
Because of its high welding speed and relatively easy operation, MIG welding is one of the most common welding methods in industrial manufacturing.
MIG Welding Working Principle
In MIG welding, a wire-shaped welding wire is continuously fed from a wire spool through a wire feeding system. A motor-driven roller system automatically pushes the welding wire toward the welding torch.
When the welding wire passes through the contact tip, electrical current is applied to the wire. An electric arc is then generated between the welding wire and the base material. The heat from the arc melts both the filler wire and the base metal, creating the weld joint.
At the same time, shielding gas is supplied through the welding nozzle to isolate the arc and molten pool from the surrounding air, preventing oxidation and contamination during welding.
Depending on the material being welded, different shielding gases may be used.
Common Shielding Gases for MIG Welding
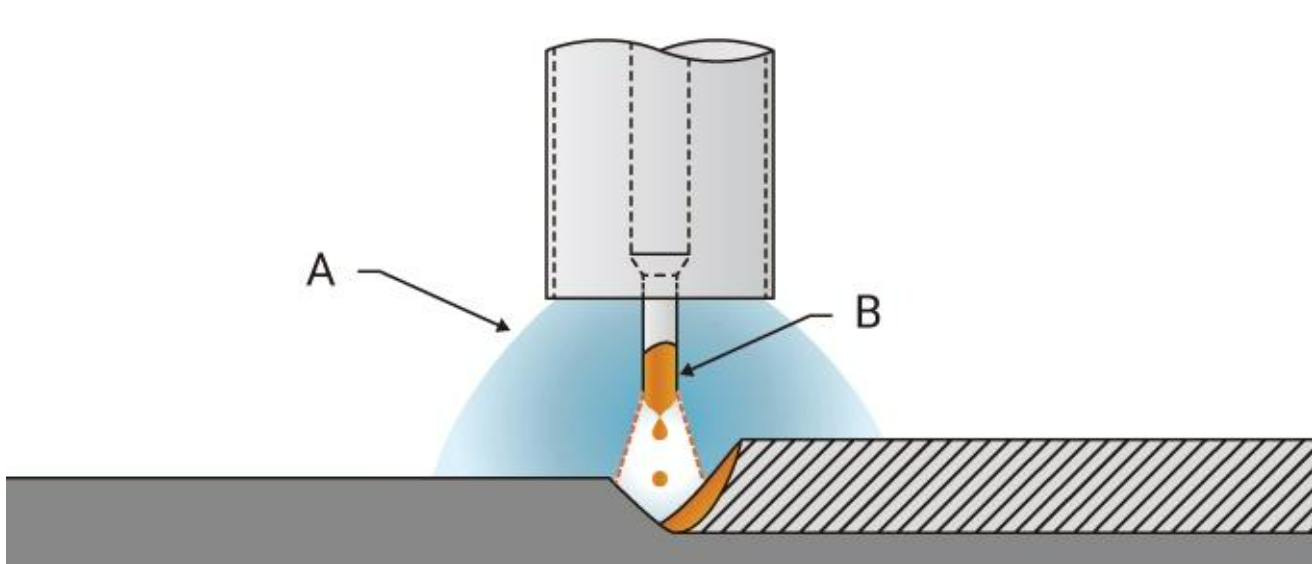
MIG Welding
As shown in the image above:
- A represents Ar or Ar + 2% O₂ shielding gas
- B represents the solid welding wire electrode
For aluminum welding, pure argon gas is commonly used. For stainless steel welding, argon mixed with a small amount of oxygen or CO₂ may be used to improve arc stability and weld appearance.
Main Components of a MIG Welding System
A standard semi-automatic MIG welding system mainly consists of the following components:
- Welding power supply
- Wire feeding unit
- Welding torch
- Gas cylinder
- Gas flow regulator
- Remote control box
MIG Welding Equipment Components
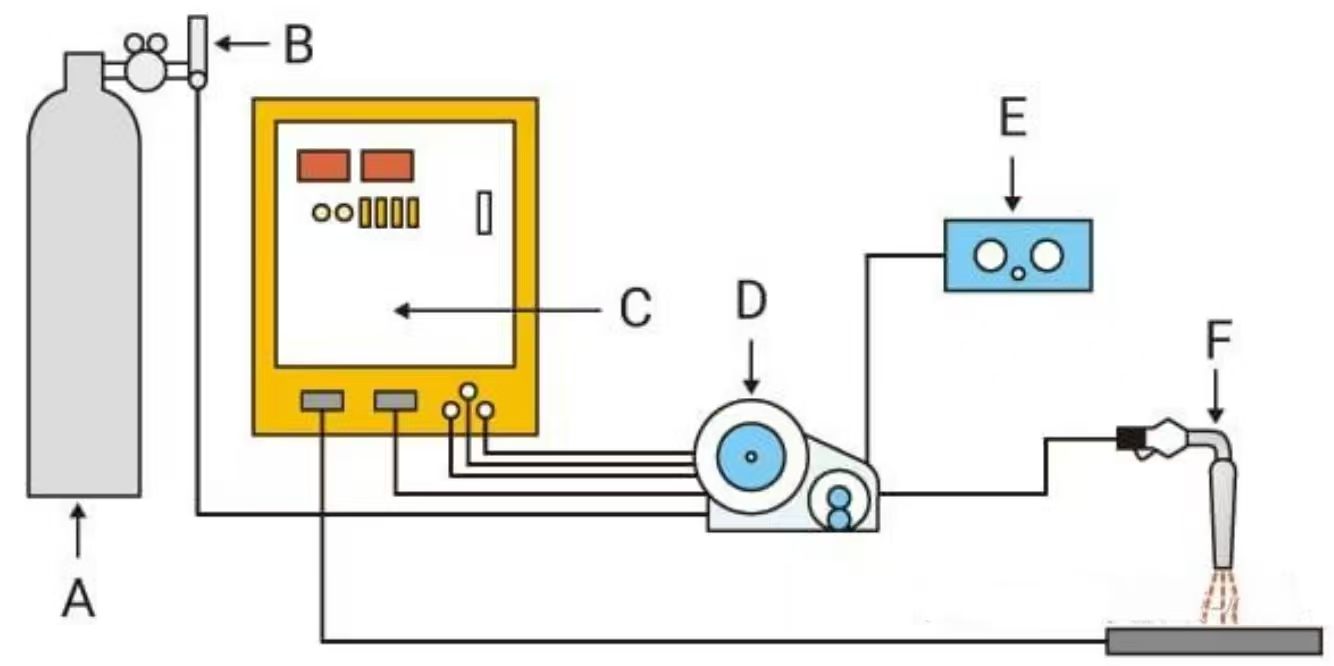
MIG Welding Equipment Components
As shown in the image above:
- A represents the gas cylinder
- B represents the gas flow regulator
- C represents the welding power supply
- D represents the wire feeding system
- E represents the remote control box
- F represents the welding torch
Compared with MAG welding machines, MIG welding systems are specially optimized for softer welding wires such as aluminum wire. Many aluminum MIG welding systems use a 4-roll wire feeding mechanism to ensure stable wire feeding and reduce wire deformation.
Characteristics of MIG Welding
MIG welding offers several important advantages:
- High welding efficiency
- Continuous welding operation
- Fast welding speed
- Easy automation
- Good weld appearance
- Suitable for long weld seams
- Lower skill requirement compared with TIG welding
Because the wire is automatically fed continuously, MIG welding is much faster than TIG welding and is highly suitable for mass production environments.
However, compared with TIG welding, MIG welding usually generates:
- More spatter
- Higher heat input
- Slightly lower precision on ultra-thin materials
Types of MIG Welding
MIG welding can be divided into different categories according to current type and pulse control technology.
1.Short-Circuit MIG Welding
Short-circuit MIG welding uses the short-circuit transfer phenomenon during welding. The welding wire repeatedly contacts the molten pool and creates short circuits at high frequency.
Features
- Lower heat input
- Suitable for thin materials
- Better control in all welding positions
- Reduced burn-through risk
This method is commonly used for thin sheet welding and light fabrication work.
2.Spray Transfer MIG Welding
Spray transfer MIG welding operates above the critical current level and uses higher arc voltage. The molten metal transfers across the arc in the form of fine spray droplets.
Features
- High welding efficiency
- Deep penetration
- Stable arc
- Suitable for thicker materials
When welding aluminum, spray transfer MIG welding can achieve smooth welds with minimal spatter. However, if parameters are not adjusted correctly, defects such as lack of fusion may occur.
Today, traditional spray transfer MIG welding is less commonly used because pulse MIG welding can achieve better overall performance across a wider thickness range.
3.Pulse MIG Welding
Pulse MIG welding, also known as traditional pulse MIG welding, is one of the most advanced and widely used MIG welding technologies today.
In pulse MIG welding, the welding current alternates between:
- A low background current that maintains the arc
- A high pulse current above the critical current level
This allows stable droplet transfer even when the average current remains relatively low.
Advantages of Pulse MIG Welding
- Lower heat input
- Reduced spatter
- Better weld appearance
- Stable arc performance
- Suitable for both thin and thick materials
- Excellent aluminum welding performance
Pulse MIG welding is widely used in:
- Automotive manufacturing
- Aluminum fabrication
- Stainless steel processing
- Aerospace applications
4.AC/DC Hybrid Pulse MIG Welding
AC/DC hybrid pulse MIG welding combines alternating current and direct current pulse technologies. It is especially suitable for high-quality aluminum welding applications.
This process provides:
- Better control of heat input
- Improved weld appearance
- Reduced porosity
- Better gap bridging ability
5.Low-Frequency Pulse MIG Welding
Low-frequency pulse MIG welding was developed mainly for high-value aluminum welding applications.
By controlling the pulse frequency, this process creates attractive fish-scale weld patterns that are highly valued in industries requiring aesthetic weld appearance.
Applications
Low-frequency pulse MIG welding is commonly used in:
- Automotive aluminum body welding
- Motorcycle frame welding
- Thin aluminum sheet fabrication
- Decorative aluminum products
6.High-Current MIG Welding
High-current MIG welding uses large-diameter welding wires, typically ranging from 3.2 mm to 5.6 mm.
The welding system usually includes:
- Dual shielding gas nozzles
- High-current welding torches
- Power supplies with output currents around 1000A
This process is mainly used for heavy industrial welding applications requiring extremely high deposition rates.
MIG Welding Applications
MIG welding is widely used in many industries due to its speed and automation capability.
Typical applications include:
- Aluminum alloy welding
- Stainless steel fabrication
- Automotive manufacturing
- Sheet metal processing
- Furniture manufacturing
- Construction equipment
- Pressure vessel production
- Industrial machinery fabrication
Because of its high efficiency and compatibility with robotic systems, MIG welding has become one of the most important welding methods in automated manufacturing.
What Is TIG Welding (Tungsten Inert Gas Welding)
“TIG (Tungsten Inert Gas) welding” stands for “Inert Gas Welding.” This is an arc welding method that does not produce sparks and supports welding various metals such as stainless steel, aluminum, and iron. It uses tungsten, which is not consumed as a discharge electrode, and inert gases such as argon or helium as shielding gases. An electric arc is generated in the inert gas, and the heat of the arc melts the base metal to perform the welding. Although welding materials are used, the arc is very stable because the weld area is surrounded by inert gas, and spatter is almost non-existent.
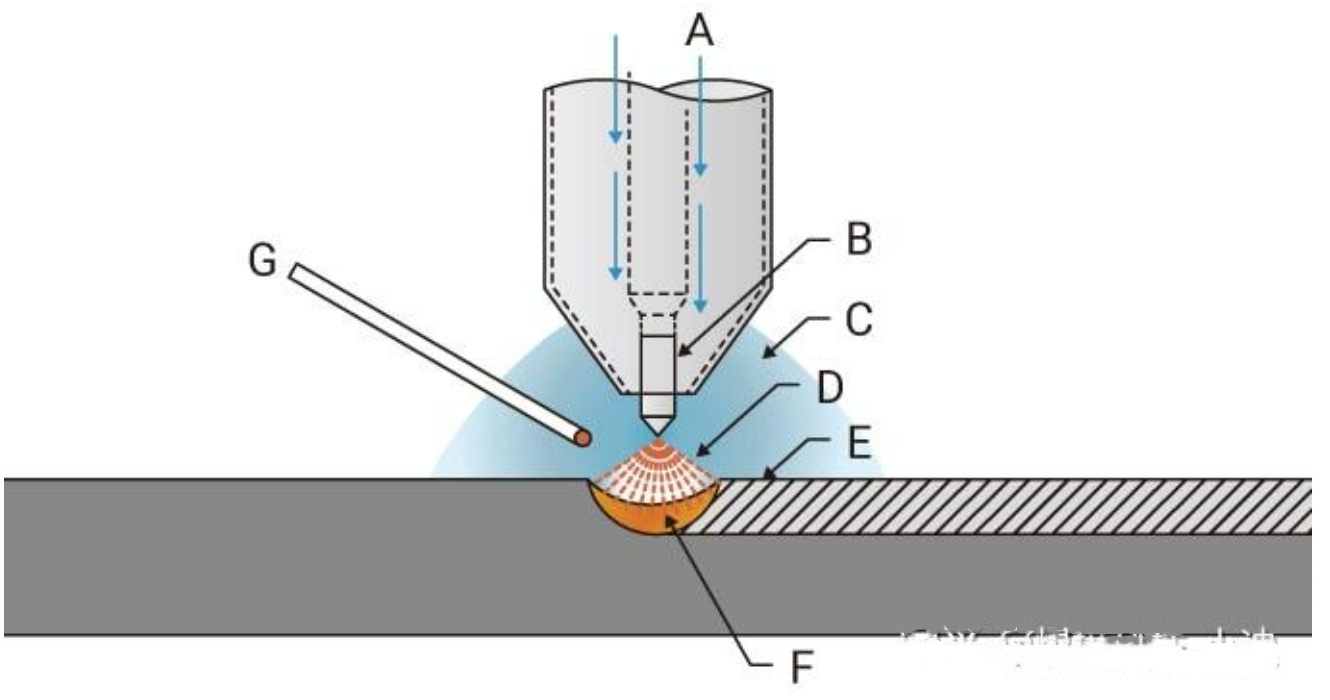
TIG Welding
As shown in the picture above:
- A indicates the shielding gas
- B indicates the tungsten electrode
- C indicates the argon gas
- D indicates the electric arc
- E indicates the weld metal
- F indicates the molten pool
- G indicates the welding rod
Basic Components of a TIG Welding System
Semi automatic TIG welding equipment consists of a welding power source, welding torch, liquefied gas cylinder, and gas flow regulator. When using a water-cooled welding torch or wire welding materials, different necessary equipment is required. In addition, since the polarity of the current (positive/negative) needs to be selected according to the base material, the welding power source must be equipped with a device that can select the polarity according to the base material.The following diagram is a schematic diagram of welding equipment.
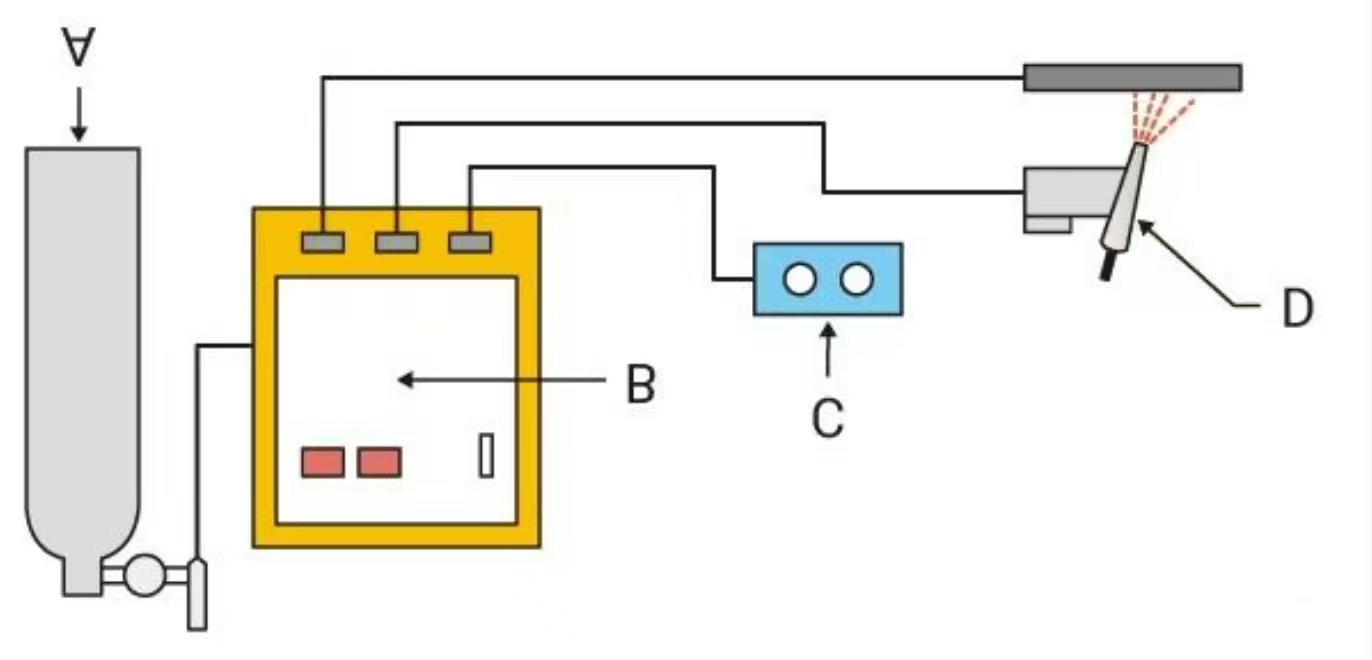
Schematic diagram of semi-automatic TIG welding equipment
As shown in the diagram above, ABCD represent:
A. Gas cylinder
B. Welding power supply
C. Remote control box
D. Welding torch
2.Types of TIG Welding
TIG welding can be divided into different categories according to current type, pulse function, and filler wire method.
2.1.AC and DC TIG Welding
Different materials require different current types:
- DC TIG welding is commonly used for stainless steel, carbon steel, titanium, and copper
- AC TIG welding is mainly used for aluminum and magnesium alloys because AC current helps remove oxide layers during welding
2.2.Pulse TIG Welding
Pulse TIG welding is a special TIG welding process that periodically switches the welding current between pulse current and base current.
During pulse current:
- The base material melts rapidly
During base current:
- The weld pool cools down slightly
This process creates a more stable weld pool and produces uniform “fish scale” weld patterns.
Advantages of Pulse TIG Welding
- Lower heat input
- Reduced welding deformation
- Better control of thin materials
- Improved weld appearance
- Reduced burn-through risk
Pulse TIG welding is widely used in thin sheet welding and precision applications.
2.3.Cold Wire and Hot Wire TIG Welding
When filler wire is used in TIG welding, the process can be divided into:
Cold Wire TIG Welding
Cold wire TIG welding uses standard filler wire without preheating. This is the traditional TIG welding method and is suitable for most general welding applications.
Hot Wire TIG Welding
In hot wire TIG welding, electrical current is applied to preheat the filler wire before it enters the weld pool.
Compared with cold wire TIG welding, hot wire TIG welding offers:
- Higher deposition efficiency
- Faster welding speed
- Better productivity
- Lower overall heat input
The deposition rate of hot wire TIG welding can be approximately three times higher than cold wire TIG welding, making it suitable for high-efficiency industrial welding applications.
Key Features Of TIG Welding
Non-consumable tungsten electrode: High melting point allows stable arc control.
Flexible polarity: DCEN (direct current electrode negative) for steels, AC (alternating current) for aluminum and magnesium.
Precision: Produces a smaller heat-affected zone and minimal distortion, suitable for thin or delicate components.
High-quality welds: Excellent for critical applications, cosmetic finishes, and corrosion-resistant joints.

TIG Welding
Applications
TIG welding is widely used in aerospace, automotive, stainless steel fabrication, aluminum structures, pressure vessels, and medical devices. It is ideal for projects where precision and weld quality are paramount.
Limitations
Slower than MIG welding due to manual control and lower deposition rates.
Equipment and operation cost higher: tungsten electrodes and inert gases are more expensive.
Requires skilled operators to achieve consistent results.
Laser Beam Welding (LBW)
Principle and Operation
Laser Beam Welding uses a high-energy, focused laser beam as the heat source. The concentrated energy rapidly melts the base material, forming a weld with minimal heat-affected zone. LBW is a non-contact process, reducing mechanical stress and enabling welding of complex geometries.
Key Features
High energy density: Enables deep penetration and narrow welds.
Minimal thermal distortion: Heat is confined to a small area, reducing residual stress.
Automation-ready: Compatible with robotic systems for high-volume, repeatable production.
Optional filler: Some LBW applications can use wire feed, but many are autogenous (no filler).
Typical Processes
Conduction mode: Low-power, shallow welds, suitable for electronics or thin materials.
Keyhole mode: High-power, deep penetration, used for automotive panels, aerospace components, and thick plate structures.
Applications
LBW is increasingly used in automotive manufacturing, aerospace, electronics, medical devices, and precision engineering, particularly where accuracy, speed, and consistency are critical.
Limitations
Higher equipment cost compared to MIG and TIG.
Requires precise control and safety precautions due to high-power laser beams.

Handled Laser Welding Process
Comparative Analysis
| Feature | MIG | TIG | Laser Welding |
| Electrode | Consumable wire | Tungsten (non-consumable) | None (optional wire feed) |
| Shielding Gas | Argon, CO₂, mixture | Argon, Helium | Argon, Nitrogen, Helium |
| Heat Source | Arc | Arc | Laser beam |
| Precision | Moderate | High | Very high |
| Heat-Affected Zone | Moderate | Small | Minimal |
| Automation | Moderate | Low | High |
| Typical Applications | Thick metals, high-volume production | Thin metals, critical welds | Precision parts, complex geometries, automated production |
| Cost | Low-medium | Medium-high | High initial, low operational |
MIG: Fast, cost-effective, high deposition, moderate precision.
TIG: Highly precise, minimal distortion, suited for thin materials and critical welds.
Laser Welding: Extremely precise, minimal heat impact, ideal for automation, high-volume, and complex components.
Choosing the right welding technology depends on material thickness, required precision, production volume, and budget. In many modern manufacturing environments, LBW is increasingly preferred for precision and automation, while MIG and TIG remain essential for versatility, cost-efficiency, and specific material applications.
If you are unsure which type of welding is best for your project, please feel free to contact ZS Laser. We offer free sample welding testing, CE certification, and various types of laser welding machines. We look forward to your consultation

WhatsApp
Scan the QR Code to start a WhatsApp chat with us.