
Today, laser welding is widely used in the mechanical processing industry. Compared with traditional welding methods, laser welding offers many advantages, including low heat input, a smaller heat-affected zone, high precision, and minimal deformation. Because of these advantages, laser welding has become increasingly important in the field of aluminum alloy processing.
However, due to the unique characteristics of aluminum alloys, laser welding aluminum is more difficult than welding ordinary steel materials. Problems such as low laser absorption, porosity, hot cracking, and reduced mechanical properties often occur during the welding process.
With more than ten years of experience in the laser welding industry, ZS Laser has summarized the following three common challenges and corresponding solutions in aluminum laser welding.
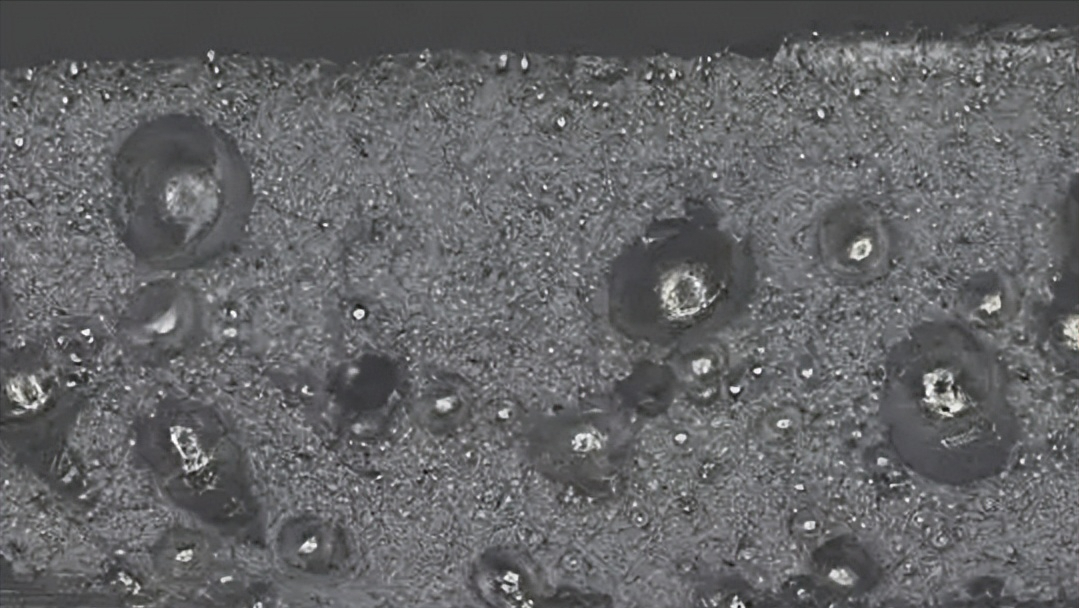
Aluminum alloy welding porosity diagram
1. Low Laser Absorption Rate of Aluminum Alloy
Why Aluminum Alloy Has Low Laser Absorption
One of the biggest challenges in aluminum laser welding is the low absorption rate of laser energy. This is mainly caused by the high reflectivity and high thermal conductivity of aluminum alloy materials.
In the solid state, aluminum alloys contain a large number of free electrons. These electrons easily interact with photons in the laser beam and reflect much of the laser energy away from the material surface. Research shows that the reflectivity of aluminum alloys to CO2 lasers can reach as high as 90%, while the reflectivity to solid-state lasers is close to 80%.
At the same time, aluminum alloy has excellent thermal conductivity. Heat spreads quickly away from the welding area before enough energy can accumulate to melt the material, which further reduces laser absorption efficiency.
Solutions for Improving Laser Absorption
Surface Pretreatment of Aluminum Alloy
Proper surface pretreatment can significantly improve laser absorption. Common pretreatment methods include anodizing, electrolytic polishing, sandblasting, and surface roughening.
Studies show that removing the oxide layer can improve the crystallization tendency of aluminum alloys. In addition, preheating the workpiece surface before welding can also increase the material’s laser absorption rate without damaging the surface finish.
Reduce Spot Size and Increase Laser Power Density
Increasing laser power density helps create a keyhole effect in the molten pool, which greatly improves the material’s ability to absorb laser energy.
Optimize the Welding Joint Structure
Changing the welding structure allows the laser beam to reflect multiple times inside the joint gap, improving energy utilization. V-groove and square-groove joints are generally more favorable for keyhole formation than joints without grooves, which helps increase laser absorption efficiency.

Aluminum alloy welding picture
2. Porosity and Hot Cracking During Aluminum Laser Welding
Aluminum Laser Welding Porosity Problems
Porosity is one of the most common defects in aluminum laser welding and can generally be divided into two categories.
Hydrogen Porosity
During the welding process, the hydrogen solubility in molten aluminum alloy is very high, reaching up to 0.69mL/100g. However, after solidification, the hydrogen solubility drops sharply to approximately 0.036mL/100g. Excess hydrogen precipitates from the molten pool and forms hydrogen pores.
In addition, aluminum alloy surfaces naturally contain an oxide film. Moisture from the oxide layer, air, and shielding gas can decompose into hydrogen during welding. Because laser welding cools very quickly, the hydrogen gas does not have enough time to escape from the molten pool and remains trapped inside the weld seam.
Keyhole Collapse Porosity
The second type of porosity is caused by unstable keyhole collapse during laser welding. If the keyhole collapses before the liquid metal fills the cavity, pores will form inside the weld seam.
Excessive porosity reduces weld density, lowers joint strength, and decreases the load-bearing capacity and plasticity of the welded joint.
Solutions for Reducing Porosity
Many methods can help reduce porosity defects during aluminum laser welding.
Beam Oscillation and Welding Path Optimization
Changing the laser beam travel path and using beam oscillation to stir the molten pool can improve gas escape and reduce pore formation.
Filler Wire, Alloy Powder, and Hybrid Welding
Adding filler wire or alloy powder, as well as using dual-spot technology or laser hybrid welding, can significantly reduce porosity defects.
Laser Waveform Adjustment
Since aluminum has high thermal conductivity, the laser power waveform can be adjusted according to the material type, thickness, and surface condition. Using sharp peak waveforms or preheating and heat-preservation waveforms can effectively reduce spatter and porosity.
Magnetic Field and Beam Angle Adjustment
Changing the laser incident angle and applying a magnetic field during welding can help stabilize the keyhole and further reduce pore formation.
Hot Cracking in Aluminum Laser Welding
Besides porosity, hot cracking is another common problem in aluminum laser welding.
Causes of Hot Cracking
Aluminum alloys have a large solidification shrinkage rate, which can reach up to 5%, resulting in high welding stress and deformation. During solidification, low-melting-point eutectic structures may form along grain boundaries, weakening grain boundary strength and causing hot cracks under tensile stress.
Solutions for Reducing Hot Cracking
Adding filler wire or alloy powder can improve crack resistance. Optimizing welding parameters and controlling heating and cooling speed can also reduce hot cracking tendency.
When using YAG lasers, pulse waveform adjustment can effectively control heat input and reduce crystal cracking.

Aluminum alloy laser welding cracks
3. Reduction of Mechanical Properties and Weld Softening
Why Weld Softening Occurs
Another common problem in aluminum laser welding is the reduction of mechanical properties in welded joints, also known as weld softening.
During welding, some alloying elements burn off due to high temperatures, which reduces the strength and hardness of the welded joint. Both the weld zone and the heat-affected zone (HAZ) may experience softening during aluminum alloy laser welding.
Research shows that softening in aluminum alloy welding is difficult to eliminate completely. However, compared with traditional gas shielded welding, laser welding introduces lower heat input, resulting in a narrower softened zone.
Compared with MIG welding, aluminum laser welding generally produces a lower degree of softening, while tensile strength tends to increase as welding speed increases.
Plasma Influence During Laser Welding
Aluminum has a relatively low ionization energy, making it easier to generate metal plasma during laser welding. The plasma can cause laser refraction and beam deflection, changing the focal position of the laser beam and reducing weld penetration depth, which negatively affects weld quality.
To reduce plasma interference, a powder pre-coating method can be used on the workpiece surface. This helps stabilize plasma fluctuation and maintain more consistent welding conditions.
Influence of Porosity on Mechanical Properties
Unstable porosity can also reduce the mechanical performance of welded joints. Aluminum alloys mainly contain Zn, Mg, and Al elements.
Since aluminum has a higher boiling point than zinc and magnesium, adding some low-boiling-point alloying elements during welding can help improve keyhole formation and enhance weld strength and stability.
If you are looking for a professional aluminum laser welding solution or are unsure which laser welding machine is suitable for your project, feel free to contact us. Our team will provide you with professional technical support and customized welding solutions. Refer to cast aluminum welding to know more about welding cast aluminium.

WhatsApp
Scan the QR Code to start a WhatsApp chat with us.